


UNIVERSIDADE FEDERAL DE OURO PRETO
Escola de Minas - Departamento de Engenharia de Minas
Pós-Graduação Lato Sensu em Beneficiamento Mineral
KLEBER MENEZES REIS
DIMENSIONAMENTO DE ESPESSADORES
OURO PRETO (MG)
2010
































Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
monografia sobre o dimensionamento de espessadores
Tipologia: Notas de estudo
1 / 40

Esta página não é visível na pré-visualização
Não perca as partes importantes!
Escola de Minas - Departamento de Engenharia de Minas Pós-Graduação Lato Sensu em Beneficiamento Mineral
Monografia apresentada ao Programa de Pós-graduação em Engenharia de Minas da Universidade Federal de Ouro Preto, como requisito para obtenção do título de Especialista em Beneficiamento Mineral. .
Orientador: Prof. Dr. José Aurélio Medeiros da Luz;
Este projeto de pesquisa se concentra em uma revisão bibliográfica de cinco técnicas utilizadas para dimensionamento de espessadores: Mishler, Coe & Clevenger, Kynch, Talmage & Fitch e Roberts.
Futuramente pretende-se viabilizar a utilização de um equipamento piloto (sedimentador contínuo), desenvolvido no Centro de Desenvolvimento Mineral (CDM) da Vale S/A, para dimensionar e otimizar espessadores industriais que normalmente são dimensionados por metodologias tradicionais.
Será utilizado um espessador como referência (espessador de “finos de bauxita” - Usina de Paragominas) onde será coletada a amostra de alimentação para realizar ensaios comparativos entre: as metodologias tradicionais e utilizando o equipamento piloto, ambos chegando a um modelo geométrico de espessador.
Palavras chave : Espessador, dimensionamento.
This research project concentrates on a bibliographical revision of five techniques used to scale up and optimize industrial thickener: Mishler, Coe & Clevenger, Kynch, Talmage & Fitch and Roberts.
Hereafter it intends to make possible the use of a pilot equipment (continuous thickener), developed in the Center of Mineral Development (CDM) - Vale S/A, to scale up and to optimize industrial thickener that are usually scaled up by traditional methodologies.
A thickener will be used as reference (thickener’s fine of bauxite – “ Paragominas ” Plant) where the feeding sample will be collected and batch test will be done in two different methodologies: the traditional methodology for scale up and the pilot equipment (continuous system), both to achieve a geometric model of thickener.
Keywords: Thickener, scale up.
Gráfico 1 – Determinação do tempo necessário (tu) para atingir a concentração de sólidos no underflow – Método Kynch ............................................................. 20 Gráfico 2 – Determinação do tempo necessário (tu) quando (Hu) estiver acima do ponto de compressão (C)..................................................................................^22 Gráfico 3 – Determinação do ponto crítico (C), pelo método da bissetriz..............^23 Gráfico 2 – Descontinuidade da curva altura da interface em função do tempo “log-log” – (Roberts)............................................................................................... 25
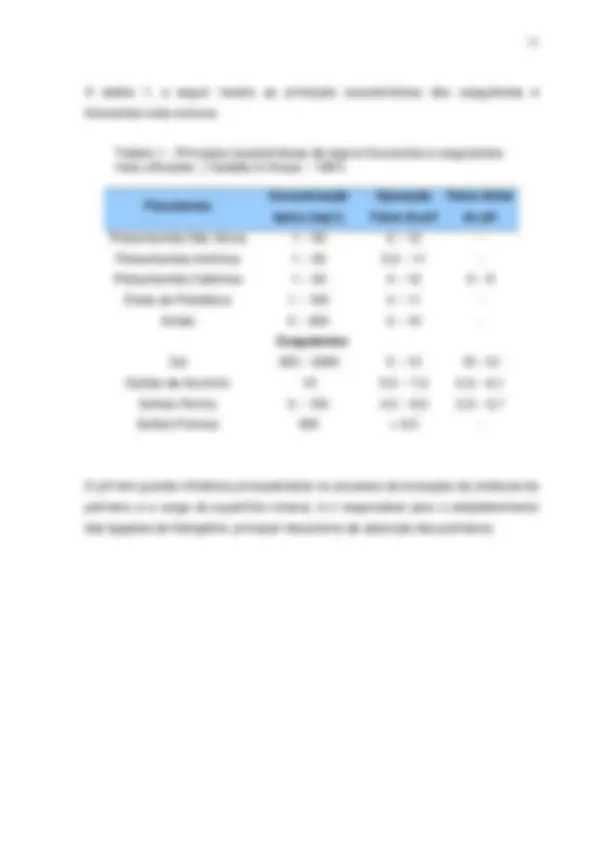
Tabela 1 – Principais características de alguns floculantes e coagulantes mais utilizados ( Valadão & Araujo – 1991) ................................................................... 12
A sedimentação é uma operação unitária muito utilizada pelas empresas de mineração que na maioria das vezes, operam com um processo a úmido e em determinadas etapas, necessitam adequar a concentração da polpa às necessidades do processo.
Esta operação é realizada em equipamentos denominados sedimentadores, que possuem como mecanismo de funcionamento, a separação de fases em uma suspensão cujos constituintes possuem densidades diferentes. A remoção das partículas ocorre pela ação do campo gravitacional, que torna o processo operacionalmente mais simples e de baixo custo.
Os sedimentadores podem ser classificados, dependendo da sua finalidade de utilização, em dois tipos: os espessadores, que possuem como característica a produção de polpa com alta concentração de sólidos; e os clarificadores, que se caracterizam por produzir polpas com baixa concentração de sólidos tendo como produto principal, a fase líquida.
Industrialmente, os sedimentadores são largamente utilizados para as seguintes finalidades: i) obtenção de polpas com concentração de sólidos adequada para atender uma operação unitária subsequente; ii) clarificação com o objetivo de recuperar água para o processo; iii) espessamento de rejeitos objetivando descarte mais eficiente para o meio ambiente.
A grande utilização destes equipamentos desperta um interesse de pesquisa no estudo do dimensionamento e otimização, com o objetivo de melhorar a eficiência nos processos produtivos minimizando os custos operacionais.
Tanto o dimensionamento quanto a otimização, tem como base os dados gerados nos ensaios de bancada que visam mostrar o comportamento do sólido existente na suspensão durante o processo de sedimentação.
3.1. Espessador Contínuo Convencional – Descrição Geral
O espessador contínuo convencional é constituído por um tanque que é alimentado através de um sistema de calha que desagua em um anel cilíndrico ( feedwell ) localizado no centro. Este anel, que possui uma parte imersa na superfície do fluido clarificado tem a função de direcionar o fluxo da suspensão para o sentido vertical e evitar turbulências na superfície.
Em toda extensão lateral, existe uma calha coletora do fluxo clarificado ( overflow ) e no fundo localiza-se a saída do fluxo adensado ( underflow ), sustentado por um eixo vertical acionado por um sistema de redutores. Estes raspadores direcionam os sólidos para a saída central, expulsando a fase líquida presa entre as partículas sedimentadas. A figura 1 mostra um desenho esquemático do espessador.
“overflow”
M Calha de alimentação
“underflow”
Raspadores Feedwell
Figura 1 – Espessador contínuo convencional
3.2. Mecanismos de Sedimentação
Durante os ensaios de sedimentação em proveta, principalmente nas sedimentações forçadas, podemos observar nitidamente o deslocamento da interface sólido/líquido ao longo do tempo e a formação de quatro regiões distintas conforme figura 2.
No instante t = 0, a concentração de sólidos é uniforme em todos os pontos ao longo da proveta devido à homogeneização da suspensão, depois de cessada a agitação, é iniciada a contagem do tempo marcando o início do processo de sedimentação.
No instante t 1 , as partículas maiores e mais pesadas começam a sedimentar dando início a formação da região de compactação (RC), enquanto as partículas menores e, portanto mais leves, sedimentam em velocidade inferior às anteriores formando a região de sedimentação livre (RSL), em consequência desta sedimentação estratificada, surge a região de líquido clarificado (RLC).
No instante t 2 , pode-se perceber a formação de uma quarta região (RD) denominada por região de desaceleração (formada devido aos efeitos da elevação da
t = 0 t 1 > 0 t 2 > t 1 t 3 > t 2 t final
Região de líquido clarificado (RLC) Região de sedimentação livre (RSL) Região de desaceleração (RD) Região de compactação (RC)
Figura 2 – Regiões formadas durante um ensaio de sedimentação.
Para solucionar esse problema, ou seja, tornar as partículas maiores e mais pesadas possibilitando assim que ocorra a sedimentação, pode-se utilizar três alternativas para agregação das partículas, a coagulação, aglomeração e a floculação.
A coagulação consiste, na atração natural de uma partícula pela outra devido a existência de cargas contrárias em suas superfícies, ou, quando estas cargas são iguais, se faz necessária a utilização de produtos químicos para desestabilização da superfície tornado-as atrativas entre si, estas cargas são formadas conforme citado por Luz, Sampaio e Almeida. “[...] Uma partícula mineral, em suspensão aquosa, adquire uma carga elétrica superficial como resultado das interações entre as espécies iônicas presentes na superfície e as moléculas de água. [...]”. (apud Baltar, 2004, p.499).
A aglomeração tem como o princípio básico a utilização de um líquido imiscível que misturado à suspensão, ocorrerá a formação de bolhas de ar que irão aglomerar os colóides, uma das principais características necessária para que ocorra a formação do aglomerado é que a partícula seja naturalmente hidrofóbica. A hidrofobicidade pode ser definida conforme:
“[...] A propriedade de determinadas espécies minerais capturarem bolhas de ar no seio da polpa é designada por hidrofobicidade, e exprime a tendência dessa espécie mineral ter maior afinidade pela fase gasosa que pela fase líquida. [...]”. Luz, Sampaio e Almeida (apud Chaves, 2004, p.411).
A floculação resulta da utilização de polímeros de alta massa molecular que, dosados na suspensão, irão provocar uma desestabilização da suspensão, surgindo uma reação em cadeia de atração entre os coloides tornando-os mais pesados e com água retida em seu interior.
Segundo Luz, Sampaio e Almeida “[...] A formação dos flocos ocorre por meio de dois mecanismos principais: a floculação por ponte ( bridging flocculation ) e a floculação por reversão localizada de carga ( patch flocculation ). [...]”.(apud Baltar, 2004, p.518).
A floculação por pontes (figura 3) ocorre quando se utiliza polímeros de alta massa molecular não iônico ou com carga elétrica do mesmo sinal da superfície do mineral, a partir daí, o processo de crescimento do floco pode ser descrito conforme a seguir: “[...] O restante da cadeia polimérica estende-se em forma de alças e caldas a partir da superfície, de modo a possibilitar o contato e adsorção em outras partículas, dando origem a formação de agregados que, por sua vez, tendem a unir- se em agregados maiores que podem conter centenas ou mesmo milhares de partículas individuais.[...]”. Luz, Sampaio e Almeida (apud Vreugde, 1975, p.518).
A floculação por reversão de carga é o processo contrário ao da floculação por pontes, neste caso é utilizado um polímero de médio ou baixa massa molecular e tem carga elétrica oposta a superfície da partícula, devido a isso, ocorre o espalhamento do polímero, revertendo a carga elétrica na superfície de adsorção, desta forma a superfície da partícula terá uma heterogeneidade de cargas, conforme mostrado na figura 4.
Figura 3 – Formação de flocos por meio de pontes com a molécula de polímero
Figura 4 – Adsorção de um polímero catiônico em uma superfície com excesso de carga negativa, mostrando a reversão de carga localizada.
Devido a esta interferência, se faz necessário um controle nos processos de cominuição e classificação com o objetivo de manter o minério em uma faixa adequada de tamanho sem comprometer a eficiência do processo tecnológico em si.
3.4.2. Concentração de sólidos
A concentração das partículas na suspensão interfere diretamente na velocidade de sedimentação. A relação existente entre sólido e área de espessamento mostra que quanto maior for a concentração de sólidos maior será a “competição” entre as partículas para se sedimentarem.
Esta concentração de partículas origina o fenômeno da sedimentação estorvada conforme a seguir:
“[...] Suspensões muito concentradas apresentam características de sedimentação bem diferentes das observadas na sedimentação de uma partícula isolada, devido ao efeito da concentração. Esse efeito origina o fenômeno da sedimentação impedida, fazendo com que a taxa de sedimentação deixe de ser constante para se tornar decrescente. [...]”. Luz, Sampaio e Almeida (apud França & Massarani, 2004, p.582).
Portanto, a concentração de sólidos tem relação direta com a área de espessamento, ou seja, quanto maior a concentração de sólidos maior deverá ser a área para minimizar o efeito deste fator.
3.4.3. Floculação
Esta etapa do processo é bastante relevante quanto ao aspecto de eficiência no espessamento. Suspensões floculadas apresentam características diferentes das suspensões de partículas, uma delas é a velocidade de sedimentação maior que a da suspensão original, devido a grande quantidade de água aprisionada nos interstícios dos flocos. Em contrapartida, as concentrações de sólidos no “ underflow ” tendem a ser menores devido ao volume ocupado pelo floco na região de compactação.
Para uma boa eficiência do processo de floculação, deve-se levar em consideração alguns parâmetros como velocidade de sedimentação, turbidez do sobrenadante, compressibilidade do sedimentado, formação e resistência do floco.
Segundo Luz, Sampaio e Almeida. “[...] Não se deve avaliar um processo de floculação com base em um único parâmetro. As condições operacionais ótimas mudam conforme o parâmetro considerado. [...]. (apud Baltar, 2004, p.521).
Isto quer dizer que a dosagem de floculante que proporciona a melhor velocidade de sedimentação pode não ser a que irá proporcionar a melhor clarificação. Para encontrar a dosagem ideal, deve-se realizar um estudo inicial levando-se em conta a eficiência do processo e os custos envolvidos.
A formação dos flocos é influenciada pela agitação do meio (suspensão/floculante), que se for excessiva pode haver tendência à quebra do floco. Na preparação da solução de floculante, se a agitação for muito intensa, pode ocorrer a quebra da cadeia molecular, afetando a eficiência do floculante conforme explicado a seguir:
“[...] O sistema hidrodinâmico tem a função de promover e intensificar a colisões (entre floculante e partícula). No entanto a partir de uma determinada velocidade crítica, característica de cada sistema, as forças de cisalhamento resultantes da agitação promovem a quebra dos flocos formados. A facilidade com que os flocos são quebrados aumenta significativamente com o tamanho. Isso significa que a velocidade crítica diminui à medida que o agregado cresce. [...]”. Luz, Sampaio e Almeida (apud Baltar, 2004, p.503).
A escolha do tipo de floculante (aniônico, catiônico ou nâo aniônico) e a concentração de preparo é normalmente obtida empiricamente conforme citado a seguir:
“[...] No caso específico de floculantes derivados de poliacrilamida é aconselhável testar-se os três tipos: aniônico, catiônico e nâo aniônico. Normalmente um deles apresenta melhor resultado que os outros. A mistura de tipos também pode ser considerada. [...]” Valadão, Araújo e Andrade (1991).