



ENG 03343 – Processos de fabricação por
Usinagem
Aula 14 – Fluidos de corte
Heraldo Amorim









Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
FLUIDOS DE CORTE
Tipologia: Notas de estudo
1 / 24

Esta página não é visível na pré-visualização
Não perca as partes importantes!
Atua reduzindo o atrito entreferramenta e peça e cavacoferramenta (principalmente).
"
Redução de esforços
"
Menor geração de calor
Pouca eficiência a altas Vc’s. Um bom lubrificante deve:
"
Resistir a altas pressões etemperaturas;
"
Possuir boas propriedadesantifricção e antisoldantes;
"
Possuir viscosidade adequada(baixa o suficiente para que ofluido chegue na zona a serlubrificada e alta o bastantepara permitir boa aderência
Existe uma discussão sobre a eficáciado fluido de corte na zona deaderência. Trent diz que o fluido nãochega nesta região. Já outros autoressustentam teorias que “explicam achegada do fluido à interface.
Propriedades Auxiliares dos Fluidos de Corte
Baixa capacidade de refrigeração e
lubrificação.
Usado para a remoção do cavaco da
região de corte.
Bastante usado na usinagem do ferro
fundido e materiais que apresentemcavaco muito curto ou em forma de pó.
Primeiro fluido de corte utilizado; Excelente capacidade de refrigeração; Preço baixo; Abundante na natureza; Baixa viscosidade; Não inflamável; Pouca ou nenhuma capacidade lubrificante; Baixo poder humectante; Provoca corrosão de materiais ferrosos.
Vc’s);
a e
ap);
animal e vegetal. Boa “molhabilidade”; Boa capacidade lubrificante;
Facilitam a obtenção de um bom acabamento;
Média capacidade de refrigeração; Fracas propriedades anti-solda; Aumento de viscosidade edeterioração com o tempo. Largamente substituídospelos óleos compostos oupelos óleos EP.
Antiespumantes – Evitam a formação de espumas, que podem impedir a visão da região de corte.
"
Geralmente são ceras especiais ou óleos de silicone.
Anticorrosivos – Protegem peça, ferramenta e máquina contra corrosão.
"
São à base de nitritos de sódio, óleos sulfurados ou sulfonados.Suspeita-se que o nitrito de sódio seja cancerígeno.
Detergentes – reduzem a formação de lôdo, lamas e borras. "
Compostos organometálicos contendo Magnésio, bário e cálcio,entre outros.
Emulgadores – permitem a emulsão de óleos em água. "
Sabões de ácidos graxos, gorduras sulfatadas e outros.
Biocidas – inibem o desenvolvimento de microorganismos. EP – permitem oao fluido de corte suportar pressões etemperaturas elevadas. Reagem com a superfície usinada,formando compostos de baixa resistência ao cisalhamento.
"
Matérias graxas e derivados, fósforo, zinco, clorados, sulfurizadosinativos, sulfurizados ativos, sulfurados e sulfoclorados.
Existem 4 fatores a serem consideradosna seleção de fluidos de corte: Material da peça; Material da ferramenta; Condição de usinagem; Processo de usinagem.
Ligas não-ferrosas –
"
Al: deve ser usinado a seco ou com óleos inativos sem enxofre.
O uso de emulsões pode causar combustão devido à liberaçãode hidrogênio.
Na furação, um fluido lubrificante deve ser usado para evitar aaderência do cavaco nos canais helicoidais (superfície desaída).
"
Mg: Normalmente usinado a seco ou com óleos inativos semenxofre (em
Vc’s muito altas, para refrigeração).
Emulsões são terminantemente proibidas.
"
Cobre: diversos tipos de fluido de corte podem ser utilizados,devido à grande quantidade de ligas. Evita-se S.
"
Ti, Ni, Co: formam ligas resistentes ao calor. São de difícilusinagem, com altas taxas de encruamento.
Escolha do fluido depende da operação,
com quase todos os
tipos podendo ser escolhidos. S causa descoloração da peça.
"
Boa refrigeração é necessária.
"
Apresenta corrosão na presença de água (aditivosantiferrugem devem ser usados).
"
Aditivos anti-solda devem ser usados na usinagem demateriais tenazes.
"
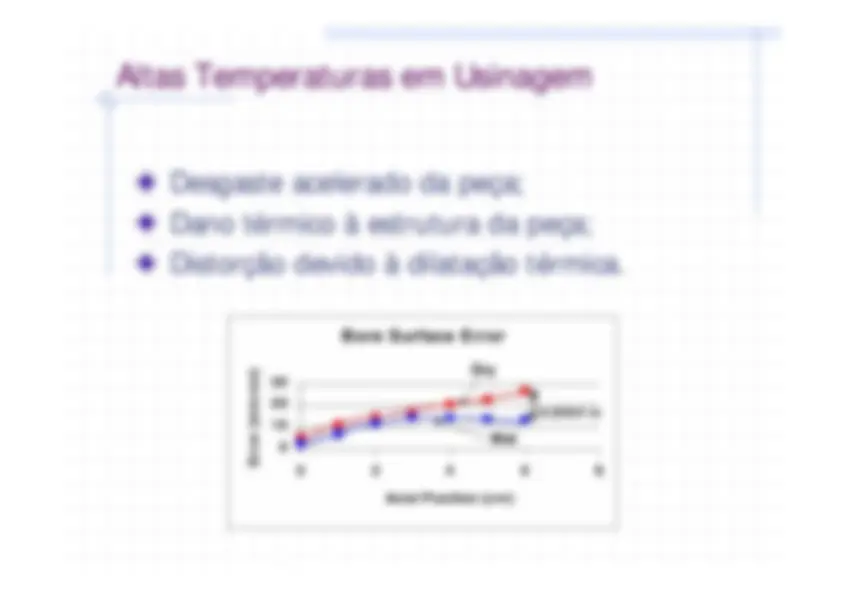
Usa-se fluido (quando possível) com o objetivo de diminuir adistorção causada pelas altas temperaturas nas peçasproduzidas.
Diretamente ligado às condições de usinagem (e às
tensões e temperaturas observadas nestas);