



Belo Horizonte
2018
Prof. Klaus Higor dos Santos Silva
Processo de USINAGEM
Geometria de ferramenta








Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
As definições básicas da geometria de ferramentas de corte, incluindo as superfícies de folga e saída, arestas de corte, ponta de corte, e os planos de referência da ferramenta. Além disso, discute as influências dos ângulos da cunha de corte, como ângulo de posição (χr), ângulo de inclinação (λs), ângulo de folga (αo), e ângulo de saída (γo), sobre o processo de usinagem.
Tipologia: Notas de aula
1 / 21

Esta página não é visível na pré-visualização
Não perca as partes importantes!
Belo Horizonte 2018
Prof. Klaus Higor dos Santos Silva
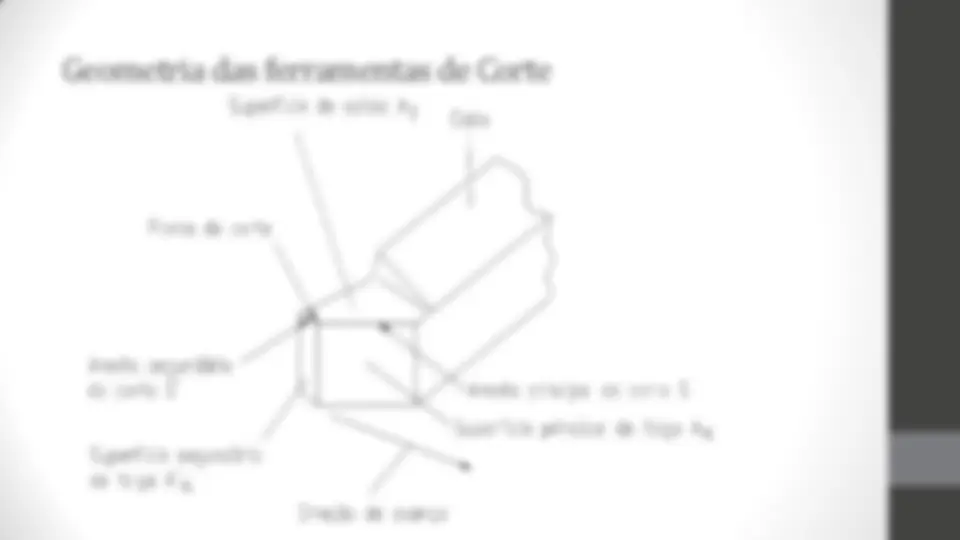
As geometrias das ferramentas de corte tem grande parcela de
influência durante o processo de usinagem. Serão apresentadas as
principais definições de arestas, superfícies, ângulos e planos que
compõem a geometria das ferramentas.
A nomeclatura utilizada encontra-se na norma ABNT 6163-1980:
Geometria da Cunha de Corte.
*Plano da figura = Plano de Trabalho
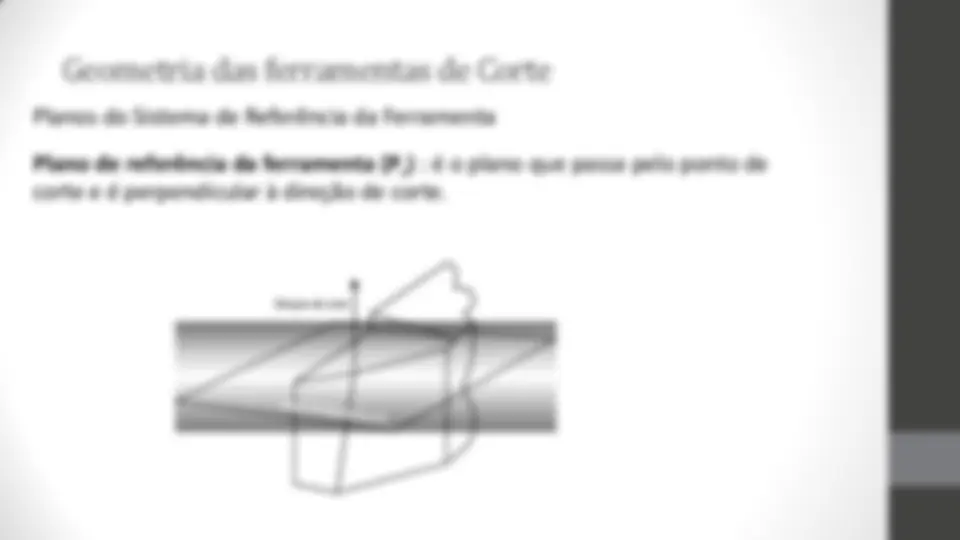
Planos do Sistema de Referência da Ferramenta
Plano de referência da ferramenta (Pr) : é o plano que passa pelo ponto de corte e é perpendicular à direção de corte.
Planos do Sistema de Referência da Ferramenta
Plano ortogonal da ferramenta (Po) : é o plano que passa pelo ponto de corte escolhido e é perpendicular aos planos de referência Pr e de corte Ps.
Planos do Sistema de Referência da Ferramenta
Plano admitido de trabalho (Pf) : é o plano que passa pelo ponto de corte escolhido, é perpendicular ao plano de referência e paralelo à direção de avanço.
Ângulos Medidos no Plano de Referência
Ângulo Medido no plano de Corte
Ângulo de inclinação (λs): ângulo entre a aresta de corte (S) e o plano de referência da ferramenta Pr, medido no plano de corte da ferramenta (Ps). O ângulo de inclinação pode ser positivo, nulo ou negativo.
Ângulo Medido no plano Ortogonal
αo+βo+γo=90o
Principais Influências dos ângulos da cunha de corte
Ângulo de Posição (r )
Distribui as tensões de corte favoravelmente no início e no fim do corte. Aumenta o ângulo de ponta (r), aumentando a sua resistência e a capacidade de dissipação de calor. Influi na direção de saída do cavaco. Geralmente 30o^ r 90 o.
Principais Influências dos ângulos da cunha de corte
Ângulo de Folga (o) Evitar atrito entre a peça e a superfície de folga da ferramenta.
Se o é pequeno, a cunha não penetra convenientemente no material, a ferramenta perde o corte rapidamente, grande geração de calor e prejudica o acabamento superficial.
Se o é grande, a cunha da ferramenta perde resistência, podendo soltar pequenas lascas ou quebrar.
o depende principalmente da: resistência do material da ferramenta e da peça a usinar.
Geralmente 2o^ o 14 º.
Principais Influências dos ângulos da cunha de corte
Ângulo de Saída (o) Influi decisivamente na força e na potência de corte, no acabamento superficial e no calor gerado.
Quanto maior o menor será o trabalho de dobramento do cavaco. o negativo é muito usado para corte de materiais de difícil usinabilidade e em cortes interrompidos, com o inconveniente da necessidade de maior força e potências de usinagem e maior calor gerado na ferramenta. Geralmente -10o^ o 30 o.