



Belo Horizonte
2018
Prof. Klaus Higor dos Santos Silva
Processo de USINAGEM
Força e potência de usinagem











Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
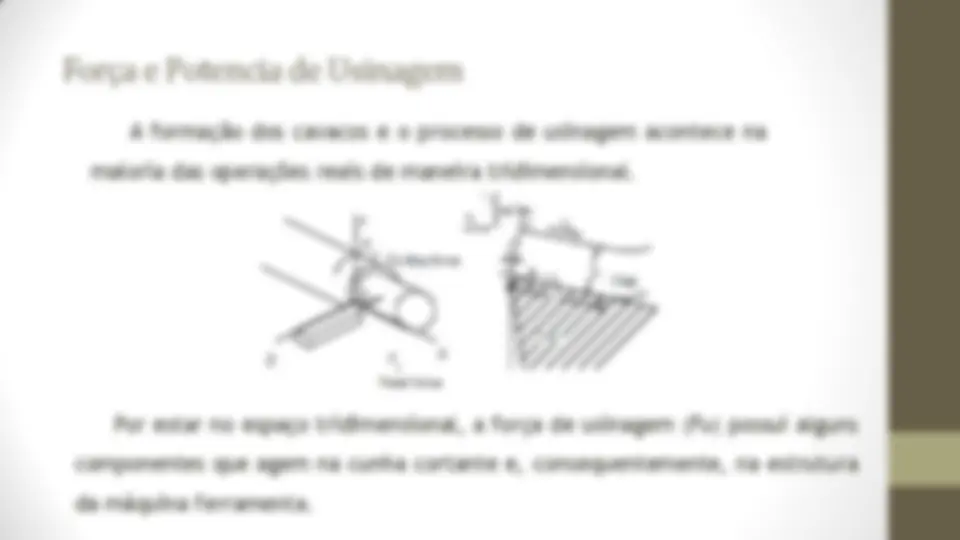
Este documento, apresentado em belo horizonte em 2018 por klaus higor dos santos silva, aborda o processo de usinagem, com foco na força e potência de usinagem. A análise se concentra na força de corte (fc) e suas variáveis, como material da peça, material e geometria da ferramenta, área da seção de corte, velocidade de corte, condições de lubrificação e refrigeração, e desgaste da ferramenta. Além disso, são apresentadas equações teóricas para determinação da força de corte e potência de usinagem.
Tipologia: Notas de aula
1 / 24

Esta página não é visível na pré-visualização
Não perca as partes importantes!
Belo Horizonte 2018
Prof. Klaus Higor dos Santos Silva
O conhecimento da força de usinagem que age sobre a cunha cortante é de grande importância pois possibilita:
Estimar a potência necessária para o corte;
Estimar as forças atuantes nos elementos da máquina-ferramenta;
Manter uma boa relação com o desgaste das ferramentas;
Influenciar na viabilidade econômica do processo;
Força de corte (Fc): Projeção da força de usinagem no
plano de trabalho na direção de corte.
Força de Avanço (Ff): Projeção da força de usinagem no
plano de trabalho na direção de avanço.
Força Passiva (Fp): Projeção da força de usinagem
perpendicular ao plano de trabalho.
Força Ativa (Ft): Projeção da força de usinagem no plano de
trabalho.
Força de Apoio (Fap): Projeção da força de usinagem no plano de
trabalho perpendicular a direção de avanço.
Tem-se que: 𝐹𝑐 ~ 4,5 ∗ 𝐹𝑓
A pressão específica de corte (Ks) é determinada medindo-se a força necessária para remover uma área de corte equivalente a 1mm².
Imaginava-se inicialmente que a pressão específica de corte era uma característica que variava apenas com o material da peça, entretanto após vários ensaios notou-se que a mesma varia segundo alguns fatores:
Material da Peça;
Material e Geometria da Ferramenta;
Área da seção de corte;
Velocidade de corte;
Condições de Refrigeração e Lubrificação;
Desgaste da Ferramenta;
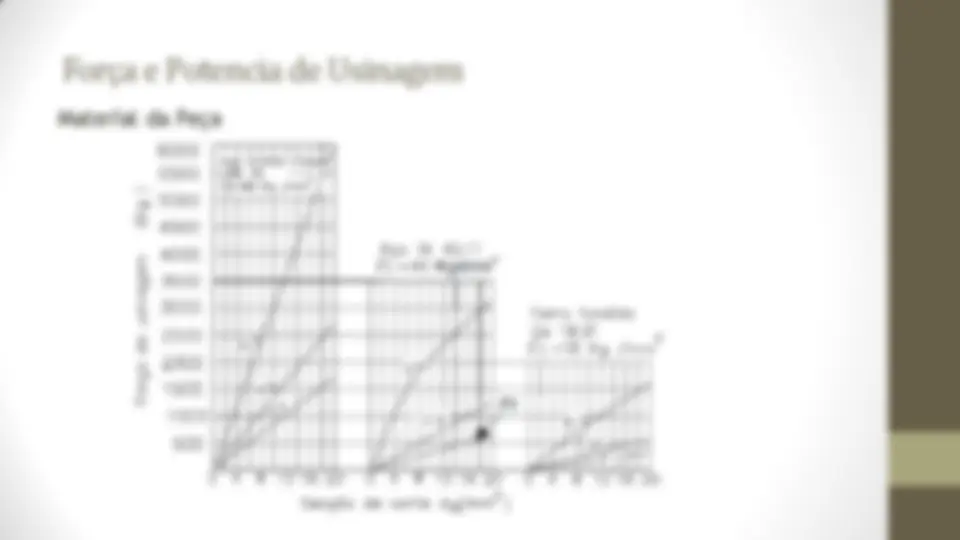
Material da Peça
Para aços carbono, à medida que ocorre aumento do percentual de carbono a pressão específica de corte (Ks) também aumenta.
Entretanto um acréscimo de elementos de liga tais como P, Pb e Bi ocasiona uma diminuição de Ks.
Tais elementos podem causar pontos de baixa resistência mecânica na deformação plástica, no momento da formação do cavaco.
Além de agirem como elementos lubrificantes na interface cavaco/ferramenta.
Em geral, o aumento da resistência mecânica aumenta o Ks.
A propriedade mecânica que mais se aproxima de Ks seria a tensão de ruptura no cisalhamento.
Material e Geometria da Ferramenta
A variação do material da ferramenta e o acabamento da superfície de saída pode variar o coeficiente de atrito (μ) e dessa forma variar o Ks.
O ângulo de saída (ɣ) tende a diminuir a pressão específica de corte à medida que os mesmos aumentam. (ɣ>0)
O ângulo de folga (α) tem por objetivo diminuir o atrito entre a peça e a ferramenta e por consequência diminui o Ks.
O ângulo de posição (Xr), no torneamento, quando varia de 45° para 90° tende a diminuir o Ks.
Material e Geometria da Ferramenta
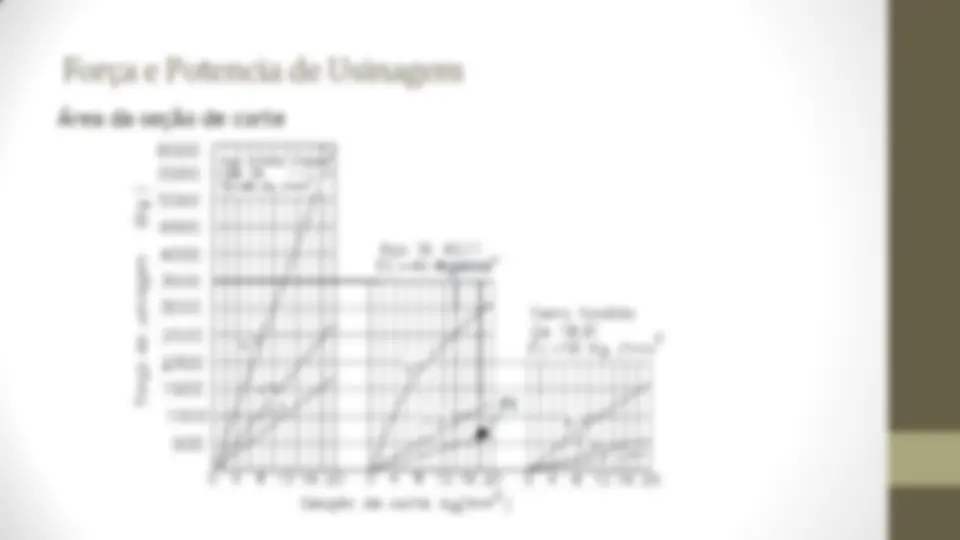
Área da seção de corte
Velocidade de corte
Baixas velocidades de corte para materiais dúcteis pode gerar o fenômeno
da APC o que muda a geometria da ferramenta e consequentemente o valor de Ks.
Para altos valores de Vc (usualmente utilizados para ferramentas de
metal duro) o valor de Ks tende a diminuir levemente em função do aumento da temperatura, que pode gerar uma diminuição do valor da resistência mecânica do material, bem como do coeficiente de atrito.
Desgaste da Ferramenta
Mesmo quando trabalhamos nas condições ótimas do par ferramenta /
peça, sempre haverá desgaste na cunha cortante.
Quando esse desgaste ocorre na superfície de folga da ferramenta
denomina-se “Desgaste de Flanco”. Para essa situação o valor de Ks aumenta à medida que o desgaste cresce, uma vez que o atrito aumenta.
O desgaste quando acontece na superfície de saída denomina-se “desgaste
de cratera” e tem uma baixa influência no comportamento de Ks.
Material da Peça (de uma forma geral):
𝐷𝑢𝑟𝑒𝑧𝑎 ↑; 𝐾𝑠 ↑; 𝐹𝑐 ↑;
Material e Geometria da Ferramenta:
𝛾 0 ↑ ; 𝐹𝑐 ↓; 𝛼 0 ↓; 𝐹𝑐 ↑;
Área da seção de corte:
𝐴 ↑ ; 𝐹𝑐 ↑; 𝑓 ↑ ; 𝐹𝑐 ↑; 𝑎𝑝 ↑; 𝐹𝑐 ↑;
Determinação Teórica da Pressão Específica de Corte no Torneamento
Vários pesquisadores buscaram desenvolver equações analíticas para conseguir a relação entre Ks e algumas propriedades mecânicas.
Entre os mais importantes pesquisadores, Kienzle, é o que mais tem se aproximado de valores experimentais para materiais metálicos.
𝑘𝑠 = 𝑘 ℎ𝑠1𝑧 = 𝑘𝑠1 ∗ −𝑧
Como:
𝐹𝑐 = 𝐾𝑠 ∗ 𝐴
𝐴 = 𝑏 ∗
Logo: 𝐹𝑐 = 𝑘𝑠1 ∗ (1−𝑧)^ ∗ 𝑏
Potência de Usinagem
A potência de usinagem ou potência efetiva se faz importante uma vez que a potência de corte é premissa para a especificação da máquina de corte que será utilizada para o trabalho de usinagem.
𝑃𝑒𝑓 = 𝑃𝑐+𝑃𝑓 η ; [KW]
Vale lembrar a relação: 𝐹𝑐 ~ 4,5 ∗ 𝐹𝑓