Pré-visualização parcial do texto
Baixe Lean - produção enxuta e outras Manuais, Projetos, Pesquisas em PDF para Engenharia Química, somente na Docsity!
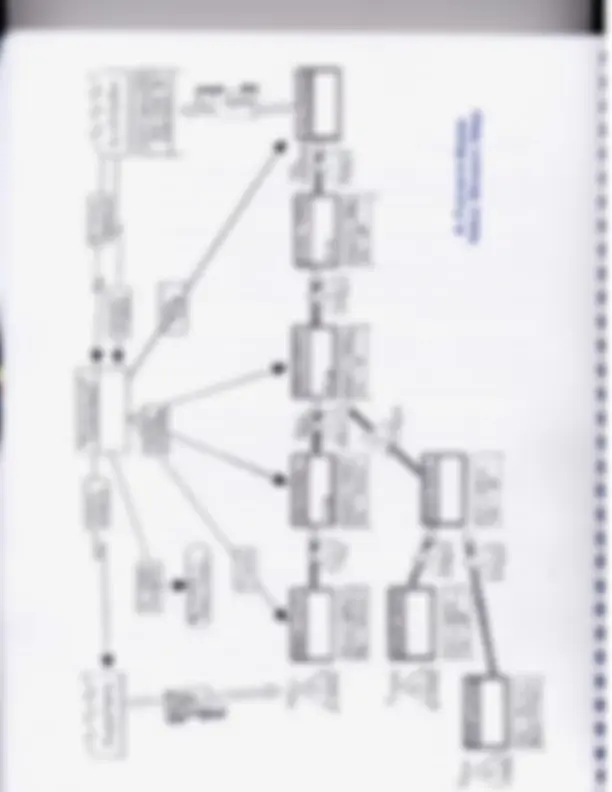
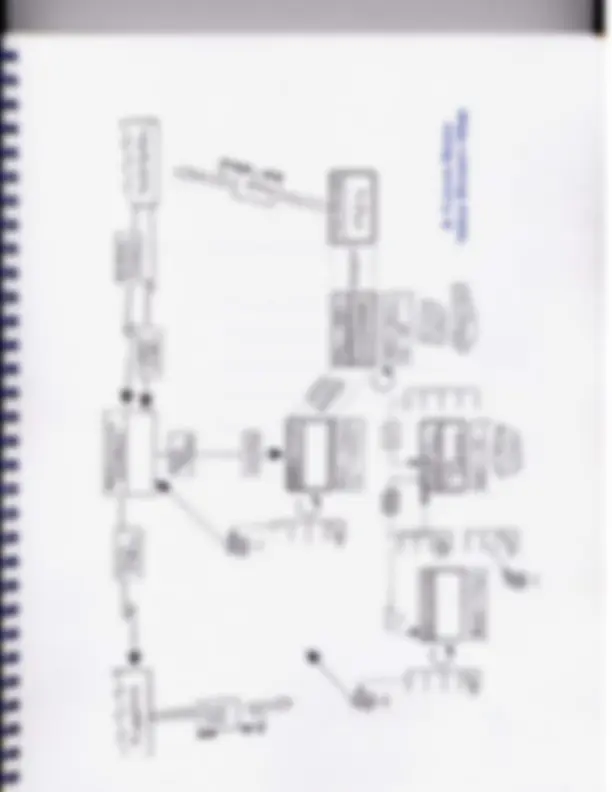
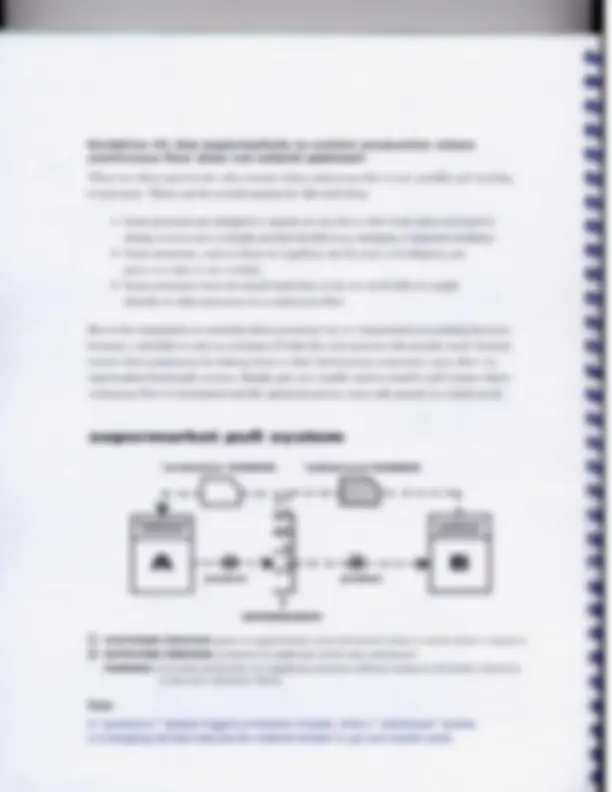
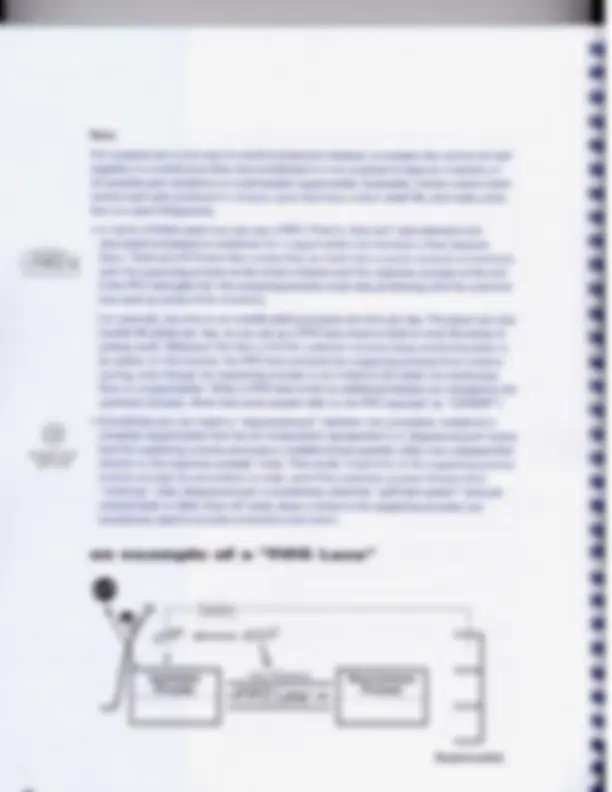
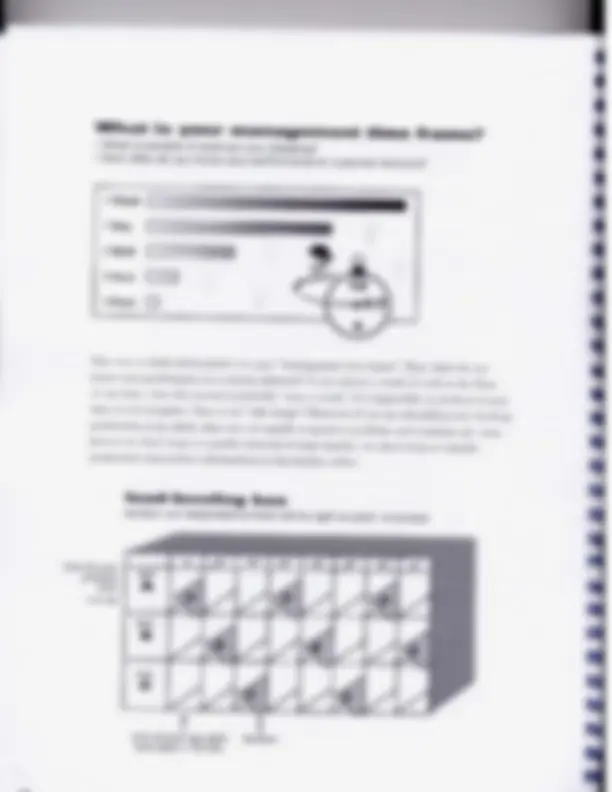
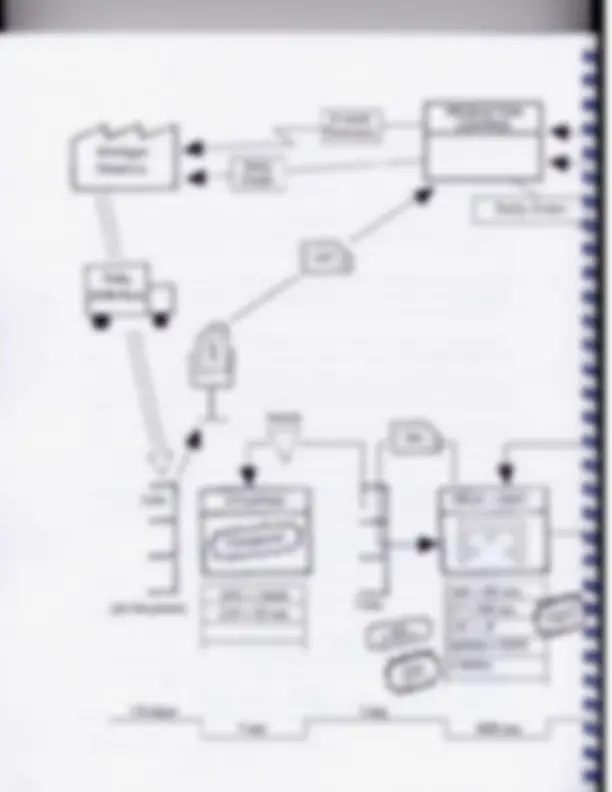
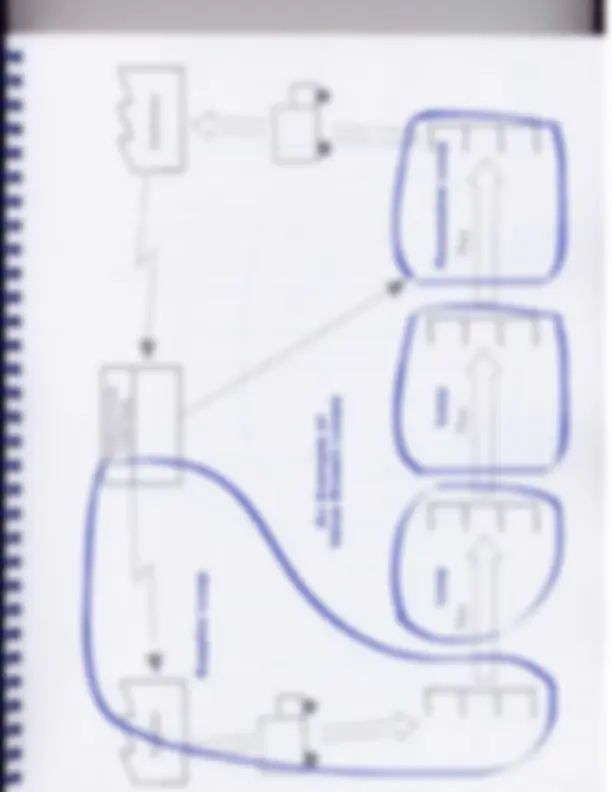
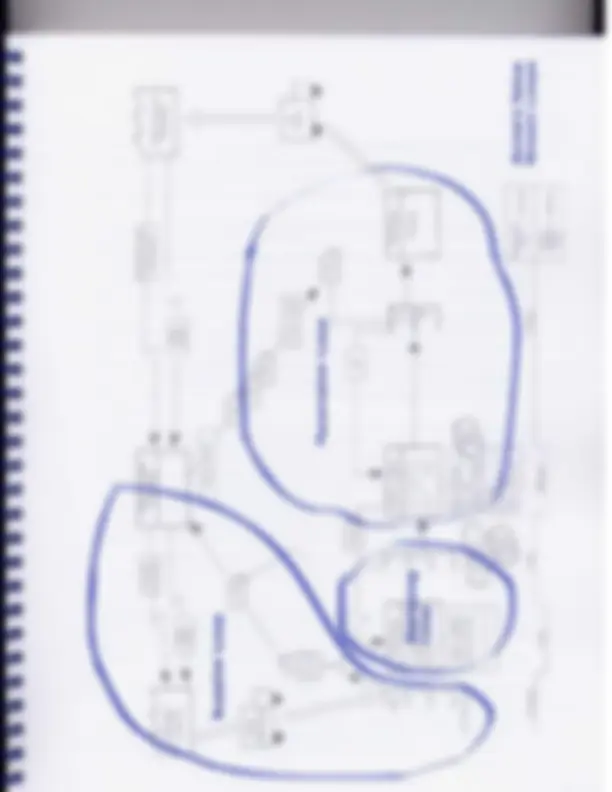
tu RR UR Learning to See value stream mapping to add value and eliminate muda Hell Mike Rother John Shook foreword by James Womack, Dan Jones =T- KEY QUESTIONS FOR FUTURE-STATE DESIGN - What is the takt time? - Will you build to a finished goods supermarket, or directly to shipping? « Where can you use continuous flow processing? « Where will you need to use supermarket pull systems to control production of upstream processes? « At what single point in the production chain (the “pacemaker process”) will you schedule production? « How will you level the production mix at the pacemaker process? « What increment of work will you consistently release and take avay at the pacemaker process? « What process improvements will be necessary for the value stream to flow as your future- state design specifies? Whenever there is a product for a customer, there is a value stream. The challenge lies in seeing it. With gratitude to family members, Jim Womack, Guy Parsons, OftPiste Design, and our friends at client companies who help us fine tune many ideas. DDD! FOREWORD By Jim Womack and Dan Jones When we launched Lean Thinking in the Fall of 1996 we urged readers to “Just do it!” in the spirit of Taiichi Ohno. With more than 100,000 copies sold so far in English and with a steady stream of e-mails, faxes, phone calls, letters, and personal reports from readers telling us of their achievements, we know that many of you have now taken our and Ohno's advice. However, we have also become aware that most readers have deviated from the step-by-step trans- formation process we describe in Chapter 11 of Lean Thinking. They have done a good job with Steps One through Three: 1. Find a change agent (how about you?) 2. Find a sensei (a teacher whose learning curve you can borrow) 3. Seize (or create) a crisis to motivate action across your firm But men they have jumped to Step Five: 5. Pick something important and get started removing waste quickly, to surprise yourself with how much you can accomplish in a very short period. Yet he overlooked Step Four is actually the most critical: 4. Map the entire value stream for all of your product families Unfortunately, we have found that very few of our readers have followed our advice to conduct this critical step with care before diving into the task of waste elimination. Instead in too many cases we find companies rushing headlong into massive muda elimination activities — kaizen offensives or continuous improvement blitzes. These well intentioned exercises fix one small part of the value stream for each product and value does flow more smoothly through that course of the stream. But then the value flow comes to a halt in the swamp of inventories and detours ahead of the next down- stream step. The net result is no cost savings reaching the bottom line, no service and quality improvements for the customer, no benefits for the supplier, limited sustainability as the wasteful norms of the whole value stream close in around the island of pure value, and frustration all around. “Iypically the kaizen offensive with its disappointing results becomes another abandoned program, soon to be followed by a “bottleneck elimination” offensive (based on the Theory of Constraints) or a Six Sigma initiative (aimed at the most visible quality problems facing a firm), or...But these produce the same result: Isolated victories over muda, some of them quite dramatic, which fail to improve the whole. o dA o Mo Ms dl o O dO dd dA O dA A dd dm E A DDT CONTENTS Foreword by Jim Womack & Dan Jones Introduction Part |: Getting Started What is Value Stream Mapping? Material and Information Flow Selecting a Product Family The Value Stream Manager Using the Mapping Tool Part Il: The Current-State Map Drawing the Current-State Map Your Turn Part Ill: What Makes a Value Stream Lean? Overproduction Characteristics of a Lean Value Stream Part IV: The Future-State Map Drawing the Future-State Map Your Turn Part V: Achieving the Future State Breaking Implementation Into Steps “The Value Stream Plan Value Stream Improvement is Management's Job Conclusion About the Authors Appendix A: Mapping Icons (also inside back cover) Appendix B: Current-State Map For TWI Industries Appendix C: Future-State Map For TWI Industries INTRODUCTION We have discovered an amazing thing. While so many of us have been scratching our heads trying to figure out why the road to lean has been rockier than it should be, a vital yet simple tool that can help us make real progress toward becoming lean has been right under our noses. One of us, Mike, had long searched for a means to tie together lean concepts and techniques, which seemed more disparate than they should be, as he worked on many plant floor implementation efforts. Mike noticed the mapping method while studying Toyota's lean implementation practices. He realized mapping had potential far beyond its usual usage, formalized the tool, and built a training method around it that has proved extraordinarily successful. The other of us, John, has known about the “tool” for over ten years, but never thought of it as important in its own right. As John worked with Toyota, mapping was almost an afterthought—a simple means of communication used by individuals who learn their craft through hands-on experience. At Toyota, the method — called “Value Stream Mapping” in this workbook — is known as “Material and Information Flow Mapping.” It isn't used as a training method, or as a means to “Learn to See.” It is used by Toyota Production System practitioners to depict current and future, or “ideal” states in the process of developing implementation plans to install lean systems. At Toyota, while the phrase “value stream” is rarely heard, infinite attention is given to establishing flow, climinating waste, and adding value. Toyota people learn about three flows in manufacturing; the flows of material, information, and people/ process. The Value Stream Mapping method presented here covers the first two of these flows, and is based on the Material and Information Flow Maps used by Toyota. Like many others in recent years, we were struggling to find ways to help manufacturers think of flow instead of discrete production processes and to implement lean systems instead of isolated process improvements. We struggled to help manufacturers make lasting, systematic improvements that would not only remove wastes, but also the sources of the wastes so that they would never come back. For those who simply give the mapping tool a try, we have been pleased to see how exceptionally effective the tool has proved to be in focusing attention on flow and helping them to see. Now we present it to you. Mike Rother and John Shook Ann Arbor, Michigan May 1998 NS) & El — bi =n2º9] Lo. que) - ba = PHS WE dejy Wess enjea FE La Doo Ei ES = 81e3S-94nyn4 V Ra “bssy nyOd e ? ) +2hvidaq-- - - QNULINS NYOI) 1 LE bra Ber 22%) E. p= [povo] Emas gecces|h 45 CE | same, | . [EEEEA FRER=A] ESET QNgATHS] JONdO 0136 qu 1 EE o LOD 2iagyd ii da RN spo I À AprReo SEvajoj SO ES» saijddos eds» 2OJINOZ Apea NOIS as 2xper Week E do PART I: GETTING STARTED * What is Value Stream Mapping * Material and Information Flovv * Selecting a Product Family * The Value Stream Manager * Using the Mapping Tool C START HERE What is Value Stream Mapping “Value stream” may be a new phr: in your vocabulary. A value stream is all the actions (both value added and non-value added) currently required to bring a product through the main flows essential to every product: (1) the production flow from raw material into the arms of the customer, and (2) the design flow from concept to launch. This workbook looks at the production flow from customer demand back through raw material, which is the flow we usually relate to lean manufacturing and precisely the area where many have struggled to implement lean methods. “Taking a value stream perspective means working on the big picture, not just individual processes, and improving the whole, not just optimizing the parts. If you truly look at the whole and go all the way from molecules into the arms of the customer, you will need to follow the value stream for a product across many firms and even more facilities. But mapping this entire stream is too much for getting started! “This workbook covers the “door-to-door” production flow inside a plant, including ship- ment to the plant's customer and delivery of supplied parts and material, where you can design a future-state vision and start implementing it right away. This is a good level at which to begin your mapping and lean implementation effort. As your lean experience and confidence grow you can expand outward, from the plant level toward the complete molecules-to-end-user map. Note, however, that in large companies when a producr' alue stream passes through more than one of your own facilities, expanding the mapping effort to include the flow through your other facilities should happen very quickly. THIS BOOK SUPPLIERS YOUR PLANT OR COMPANY | CUSTOMER TO END USER Value stream mapping is a pencil and paper tool that helps you to see and understand the flow of material and information as a product makes its way through the value stream. What we mean by value stream mapping is simple: Follow a product's production path from customer to supplier, and carefully draw a visual representation of every process in the material and information flow. Then ask a set of key questions and draw a “future state” map of how value should flow. Doing this over and over is the simplest way — and the best way we know — to teach yourself and your colleagues how to see value and, especially, the sources of waste. WHY VALUE STREAM MAPPING IS AN ESSENTIAL TOOL « It helps you visualize more than just the single-process level, i.e. assembly, welding, etc., in production. You can see the flow. * It helps you see more than waste. Mapping helps you see the sources of waste in your value stream. « It provides a common language for talking about manufacturing processes. * lt makes decisions about the flow apparent, so you can discuss them. Otherwise, many details and decisions on your shop floor just happen by default. « lt ties together lean concepts and techniques, which helps you avoid “cherry picking”. «It forms the basis of an implementation plan. By helping you design how the whole door-to-door flow should operate — a missing piece in so many lean efforts — value stream maps become a blueprint for lean implementation. Imagine trying to build a house without a blueprint! « It shows the linkage between the information flow and the material flow. No other tool does this. «Itis much more useful than quantitative tools and layout diagrams that produce a tally of non-value-added steps, lead time, distance traveled, the amount of inventory, and so on. Value stream mapping is a qualitative tool by which you describe in detail how your facility should operate in order to create flow. Numbers are good for creating a sense of urgency or as before/after measures. Value stream mapping is good for describing what you are actually going to do to affect those numbers. O O OO | O | O Selecting a Product Family One point to understand clearly before starting is the need to focus on one product family. Your customers care about their specific products, not all your products. So you will not be mapping everything that goes through the shop floor. Unless you have a small, one-product plant, drawing all your product flows on one map is too complicated. Value stream mapping means walking and drawing the processing steps (material and information) for one product family from door to door in your plant. Identify your product families from the customer end of the value stream. A family is a group of products that pass through similar processing steps and over common equipment in your downstream processes. In general, you should not try to discern product families by looking at upstream fabrication steps, which may serve many product families in a batch mode. Write down clearly what your selected product family is, how many different finished part numbers there are in the family, how much is wanted by the customer, and how often. Note: If your product mix is complicated you can create a matrix with assembly steps and equipment on one axis, and your products on the other axis (see below). Assembly Steps & Equipment [o A Product Family Dad D<<|><|p ><><|><|jo ><>kl bx PRODUCTS >< e
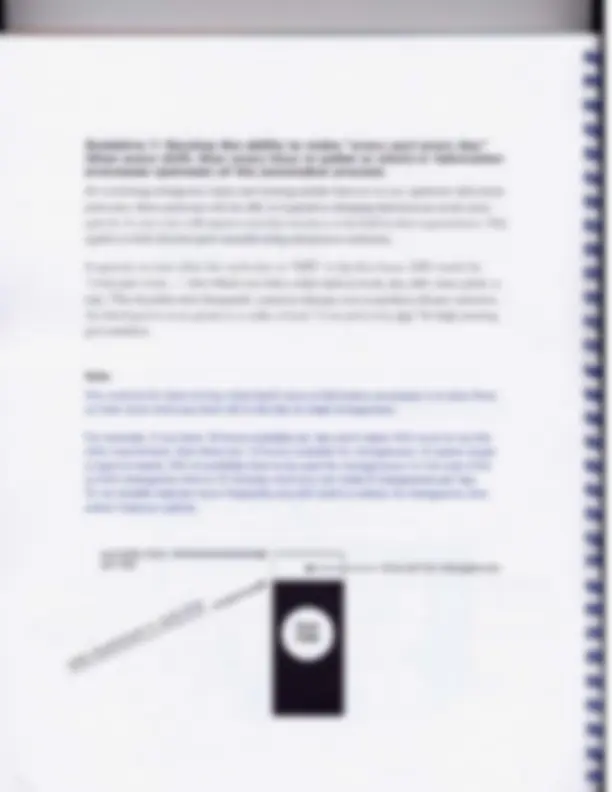
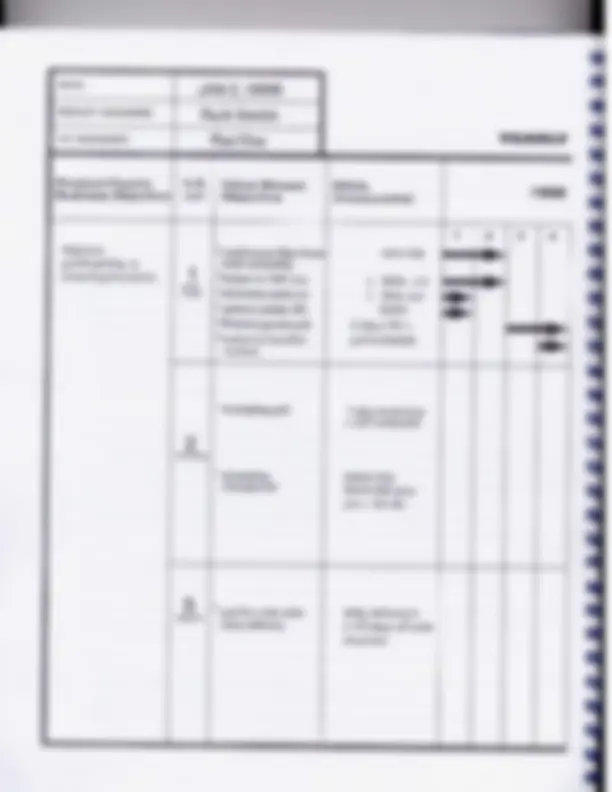
>< | ><>d>< >e The Value Stream Manager You may have already noticed that tracing the value stream for a product family will take you across organizational boundaries in your company. Because companies tend to be organized by departments and functions, instead of by the flow of value-creating steps for product families, you often find that — surprise — no one is responsible for the value stream perspective. (It's no wonder we have focused too heavily on process-level kaizen!) It is astoundingly rare to visit a facility and find one person who knows the entire material and information flow for a product (all processes and how each is scheduled). Yet without this, parts of the flow will be left to chance— meaning that individual processing areas will operate in a way that is optimum from their perspective, not the value stream's perspective. To get away from the isolated islands of functionality you need one person with lead responsibility for understanding a product family's value stream and improving it. We call this person a Value Stream Manager, and suggest that in this capacity they report to the top person at your site. This way they will have the power necessary to help change happen. Who is responsible for the Value Stream? PROCESS 1 PROCESS 2 PROCESS 3 CUSTOMER a E “E : di The Value Stream Manager! EEE EEE Using the Mapping Tool | Value stream mapping can be a communication tool, a business s. Value stream | planning tool, and a tool to manage your change proc! mapping is essentially a language and, as with any new language, the best way to learn mapping is to practice it formally at first, until you can use it instinctively. tice Value stream mapping initially follows the steps shown at right. that “Future-State Drawing” is highlighted, because your goal is to design and introduce a lean value stream. A current state without a future state is not much use. The future-state map is most important. RE s E oe á roduct famil The first step is drawing the current state, which is done by gathering E E information on the shop floor. This provides the information you need to develop a future state. Notice that the arrows between current-state current and future state go both ways, indicating that development drawing a of the current and future states are overlapping efforts. Future- | state ideas will come up as you are mapping the current state. N future-state Likewise, drawing your future state will often point out important drawing current-state information you have overlooked. work plan & “The final step is to prepare and begin actively using an implemen- im plamerntatiorm | tation plan that describes, on one page, how you plan to achieve the future state. Then, as your future state becomes reality, a new Reais ; . Initial Value Stream future-state map should be drawn. That's continuous improvement Mapping Steps at the value stream level. There must always be a future-state map. The beauty of this bureaucracy- and Powerpoint-free method is that your mapping and implementation team ends up with only a few sheets of paper (the future state and a plan to achieve it) that can transform your business! Note: Value stream mapping for one product family should not take too much time. In about two days you should have a future-state map drawn to the point where implementation can begin. Don't get hung up trying to make all the details on your future-state map perfectly correct. Fine-tune your future-state map as implementation progresses. Ê mom mo am o am am am um = SUMMARY - YOUR STARTING POINT o Select a product family E Have one person personally lead the mapping effort : Ê Begin at the “door-to-door” level ê Consider both the material and information flows A Ê E [o = Ê o -ooÊÉm om oww im a