


LAMINAÇÃO
Escola Politécnica de Pernambuco
Processos de Conformação
Alunos: Ivan Picchi
Thiago Albert










Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
PRocesso de laminaçÃo parte prática e cálculos
Tipologia: Notas de estudo
1 / 45

Esta página não é visível na pré-visualização
Não perca as partes importantes!
Escola Politécnica de Pernambuco Processos de Conformação Alunos: Ivan Picchi Thiago Albert
O que é a Laminação?
(^) Um lingote com estrutura bruta de solidificação é aquecido a temperaturas superiores de recristalização ( 1,4Trec < TP < 0,8TFUSÃO) (^) Depois de aquecido, é submetido ao processo de desbaste com reduções severas. É no desbaste que a carepa de solidificação é quebrada, alterando a microestrutura do lingote. (^) Granulação grosseira é modificada pela deformação excessiva para uma estrutura de grãos equiaxiais de menor tamanho.
Após o desbaste, o lingote, com a microestrutura já ideal, é encaminhado aos laminadores intermediários. O lingote é transformado em blocos ou tarugos grandes, que servem de matéria prima para produção de laminados planos (chapas grossas ou barras) e não-planos (vergalhões, trilhos, perfis)
É normalmente utilizada para acabamento de produtos laminados. (^) Nesta fase final, as chapas finas laminadas previamente a quente, sofrem alguns passos a frio para melhorar acabamento e ajustar suas dimensões. (^) Como produto final, teremos chapas finas, fitas ou folhas com excelente acabamento superficial e com bom controle dimensional
Em metais não-ferrosos (Cu e Al), a laminação pode ser realizado toda a frio, contanto que em vez de lingote o material seja solidificado como chapas (Roll Casting*) e tenha uma estrutura granulométrica adequada. (^) Uso de tratamentos térmicos intermediários caso necessário intermediar a granulometria
Os esforços de cisalhamento e compressão combinados agem no material, tornando o escoamento mais intenso na direção do cisalhamento, alongando o grão nesta direção.
O laminador é constituído por cilindros de laminação, a gaiola (onde são fixados mancais dos cilindros) e um motor com velocidade controlada para fornecimento da potência necessária ao processo.
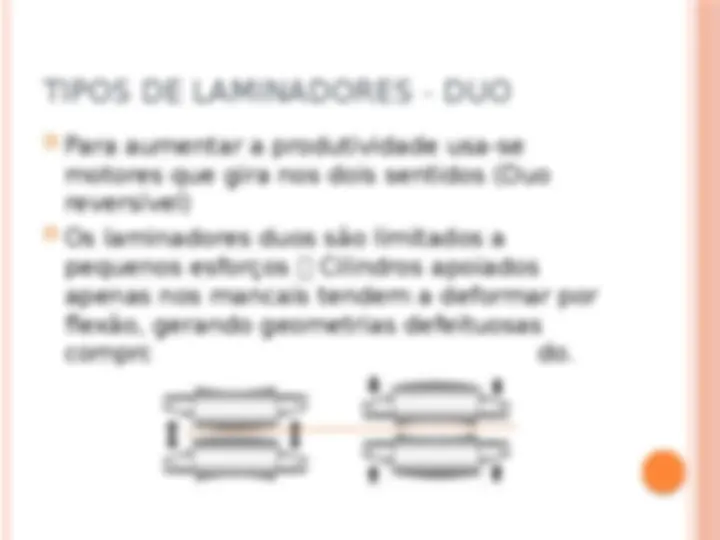
O Laminador duo é o tipo mais simples, constituído de dois rolos. (^) Os rolos giram em um único sentido, e o material, após a redução, pode retornar para novas reduções através de calhas transportadoras.
Para aumentar a produtividade usa-se motores que gira nos dois sentidos (Duo reversível) Os laminadores duos são limitados a pequenos esforços Cilindros apoiados apenas nos mancais tendem a deformar por flexão, gerando geometrias defeituosas comprometendo a qualidade do laminado.
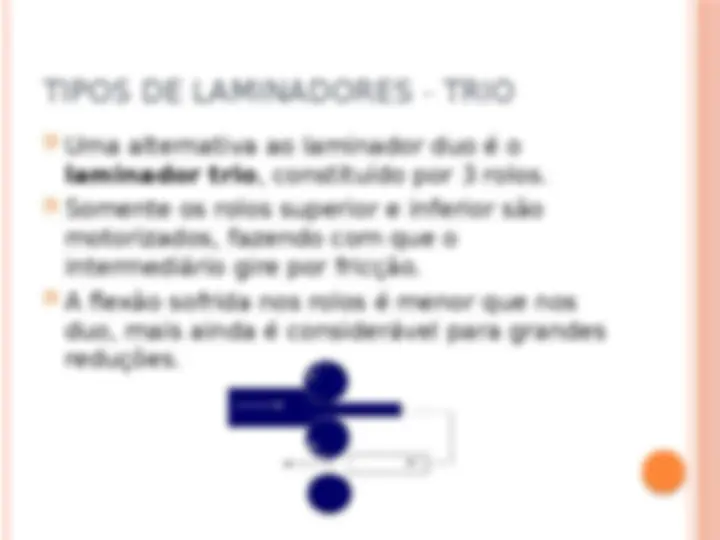
A principal aplicação do laminador trio é na área de desbaste, onde o pequeno comprimento do lingote justifica a passagem em ida e volta do material. Grandes reduções geram grandes esforços e o empuxo produzido pelo material pode flexionar os rolos, comprometendo vida útil dos mancais e gerando produto defeituoso por falta de planicidade.
O laminador quádruo surgiu como alternativa para o problema da flexão. São dois rolos menores motorizados e apoiados por rolos de grandes diâmetros e resistência.
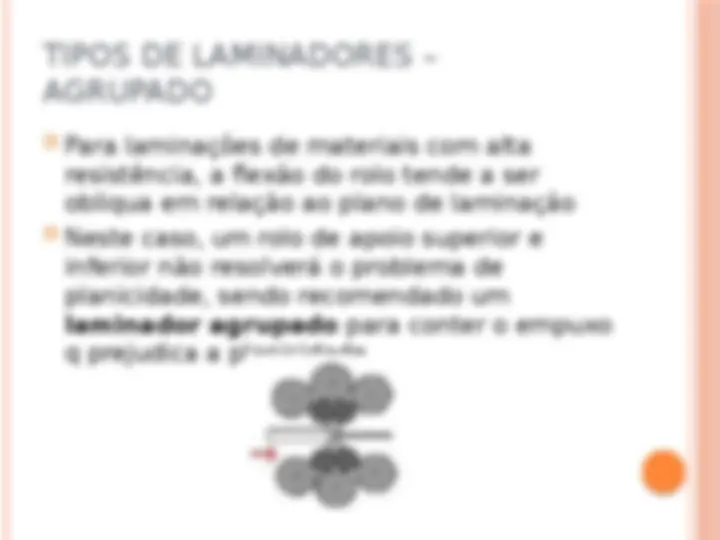
Para laminações de materiais com alta resistência, a flexão do rolo tende a ser obliqua em relação ao plano de laminação Neste caso, um rolo de apoio superior e inferior não resolverá o problema de planicidade, sendo recomendado um laminador agrupado para conter o empuxo q prejudica a planicidade.
Para laminados não-planos, os rolos são desenhados reproduzindo as seções de geometrias mais complexas. O escoamento do metal é longitudinal (da laminação) e transversal (preenchimento da cavidade dos rolos) (^) Devido a rapidez do processo, quanto mais complexa a geometria, maior o número de passes.