



1
UNIVERSIDADE DE CAXIAS DO SUL
FACULDADE DE AUTOMAÇÃO INDUSTRIAL E ENG. DE CONTROLE
AUTOMAÇÃO
MAQUINAS INDUSTRIAIS
RETIFICADORAS
E
BROCHADORAS
ELIAS DEI RICARDI
LUCIANO BALDISSARELLI
PABLO DA SILVA STEIN
Caxias do Sul, novembro 2012.




















































Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
maquinas industriais
Tipologia: Trabalhos
1 / 61

Esta página não é visível na pré-visualização
Não perca as partes importantes!
Caxias do Sul, novembro 2012.
Resumo
Neste relatório será mostrado técnicas de processos de retificação e brochamento, juntamente com o funcionamento de seus equipamentos, tecnologias aplicadas a cada tipo de processo, com o objetivo de mostrar em cada equipamento o que oferece de tecnologia em seus projetos na área mecânica, automação e tecnologia de corte.
Palavras Chave: Retifica, Brochadeira. Áreas de Conhecimento: Mecânica, Automação.
Geralmente, as operações de torno, fresa, fundição e tratamento térmico são processos predecessores ao de retificação e/ou brochamento. Por questões de economia de escala e características do processo de fabricação dos materiais metálicos, estes são produzidos em dimensões padronizadas, não sendo adequadas ao uso para todos os fins a que se destinam. Em função deste aspecto, tornam-se necessárias operações retificação e/ou brochamento das matérias primas. A remoção de material pode ser efetuada, mecanicamente com retificadoras e brochadeiras, por remoção de cavaco através de rebolos e ferramentas cortantes denominadas brochas, estas operações conferem o acabamento das peças que passam por este processo.
A retificação é um processo de usinagem por abrasão que possibilita a obtenção de tolerâncias pequenas (tolerância dimensional entre IT4 e IT6 e tolerância geométrica compatível) e baixa rugosidade (Ra de 0,2mm a 1,6mm), assim é considerado um processo de acabamento de superfícies. Retificar significa corrigir irregularidades das superfícies das peças. Tem como características a baixa remoção de cavaco, a possibilidade de realizar o processo em peças sem/antes do tratamento térmico ou após o tratamento térmico e ser realizada como operação final ou intermediária. Assim, a retificação tem por objetivo: a) reduzir rugosidades ou saliências e rebaixos de superfícies usinadas com máquinas-ferramenta, como furadeira, torno, plaina, fresadora; b) dar à superfície da peça a exatidão de medidas que permitam obter peças semelhantes que possam ser substituídas umas pelas outras; c) retificar peças que tenham sido deformadas ligeiramente durante um processo de tratamento térmico; d) remover camadas finas de material endurecido por têmpera, cementação ou nitretação.
virtude da combinação de uma geometria adequada da ferramenta, tornando esta uma importante característica deste processo e ainda confere a superfície do metal elevada característica mecânica, pois sua utilização é feita por compactação e esmagamento da superfície.
Figura 1 - Exemplos de perfis feitos por brochamento
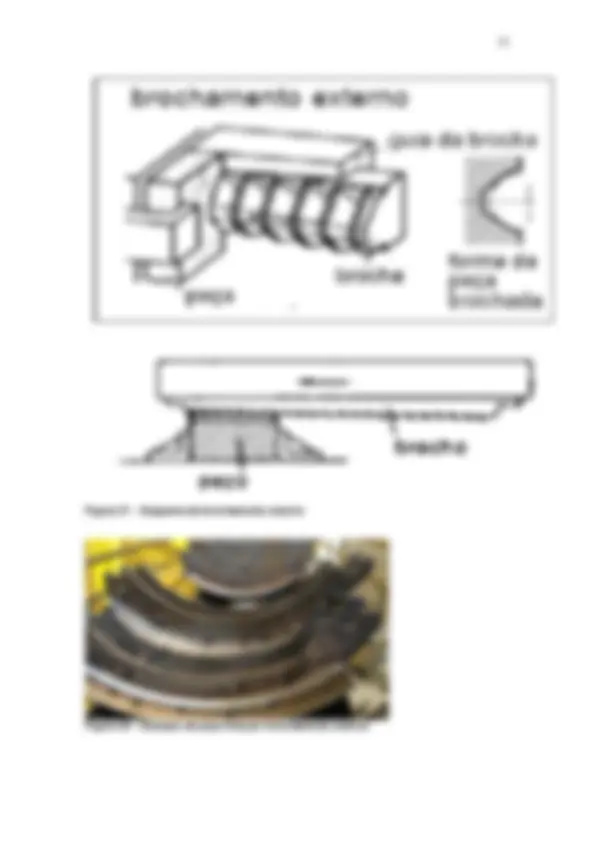
A usinagem começou em tempos remotos com processos totalmente manuais e hoje em dia evoluiu muito com o uso de máquinas de alta precisão, por exemplo chamadas CNC (com comando numérico computadorizado), que são controladas por computador. A precisão de tal máquinas chega a ser tão pequena quanto 1 mícron. Para se ter uma ideia, um fio de cabelo tem o diâmetro de 80 microns. O processo de brochamento tem sua origem um pouco mais antiga seguindo a seguinte evolução. Ferreiros - Forma e tamanho de furos eram feitos com punção, sem dentes usando golpes de marreta, ou eram feitos diretamente no forjamento; 1873 - Patente E.U.A. Brochadeira ; 1882 - 1ª Máquina de brochear externamente; 1914 - Máquinas de duplo cabeçote ( vel. 2,5 m/min) ; 1921 - Brochadeiras de alta velocidades ( vel. 5,5 m/min), brochadeiras verticais de tração ou compressão; 1923 - Brochadeira horizontal hidráulica (7 m/min); 1925 - Produção seriada; 1926 - Brochadeira vertical de superfície; Hoje - Brochadeiras de 100 ton.( 15 m/min );
Figura 2 – Exemplos de retificação
3.1 Características do processo É o processo de usinagem abrasiva que apresenta maior emprego na Indústria. Caracteriza-se pela remoção de material da peça pela ação conjunta de grãos abrasivos ativos. A impossibilidade de definir geometricamente os gumes das ferramentas abrasivas levou ao nome de usinagem com gumes de geometria não-definida. É um processo geralmente utilizado para as operações de acabamento de peças. Os rebolos são ferramentas cortantes, constituídas por partículas abrasivas ligadas entre si por meio de ligante ou aglomerante. Forças altas, maior gasto de energia, temperaturas altas (normalmente),... Forma média dos grãos de ferramentas de retificação é definida estatisticamente. Grãos abrasivos são frágeis e quebram com cantos afiados Partes protuberantes atuam no processo de corte. Gumes tem geometria negativa em penetram em trajetória quase plana, ocorrendo deformações plásticas e elásticas. Difícil pesquisa de fenômenos da retificação. Microestrutura das ferramentas complexa. Remoção de material por muitos gumes simultaneamente. Remoção de material na faixa de micrometros (observação difícil). Cavacos com seção variável.
3.2 Variáveis do processo Espessura média de Cavaco: os grandes, induzem forças maiores sobre o grão abrasivo, gerando uma superfície retificada mais rugosa. Forças maiores induzem maior auto-afiação no rebolo. E as finas há um aumento no risco de queimas de retífica. Taxa de Remoção: corresponde à quantidade de cavacos removidos por unidade de tempo. Em geral, usa-se a unidade mm3/s.
Retificadora plana tangencial e Retificadora plana vertical
Figura 3 - Retificadora plana tangencial e Retificadora plana vertical
Figura 3.1 - Exemplos de retificadoras planas
Na retificadora plana tangencial de eixo horizontal, utiliza-se um rebolo cilíndrico (tipo reto plano). Na retificadora vertical, utiliza-se um rebolo tipo copo ou anel, cuja superfície de corte tem, em sua parte plana, a forma de coroa circular. Além disso, é também utilizado um rebolo de segmentos. Conforme figuras a seguir.
Figura 4 – Rebolos de seguimentos
Conforme a posição do eixo porta-rebolo em relação à superfície da mesa da retificadora, a retificadora plana pode ser tangencial de eixo horizontal e de topo de eixo vertical. Na retificadora plana, há várias formas de fixar a peça. Pode-se fixá-la diretamente à mesa, ou pode fixá-la com transpassadores, no caso de peças de formato irregular, a peça é posicionada sobre uma placa magnética ou em dispositivos, fixada à mesa ou sobre esteira de transporte da retificadora.
Figura 7 – Fixação em morsa
Além dessas, uma das fixações mais comuns é a feita por meio de placas magnéticas. Trata-se de uma fixação utilizada para retificar peças de materiais ferrosos, que têm a propriedade de serem atraídos por ímãs. As placas magnéticas podem ter forma prismática (retangular) e cilíndrica.
Figura 8 – Placas magnéticas
Durante a usinagem, a mesa ou esteira desloca-se em um movimento retilíneo ou circular, fazendo com que a peça ultrapasse o contato com o rebolo.
Há também o deslocamento transversal da mesa. O movimento transversal junto com o movimento longitudinal permitem uma varredura da superfície a ser usinada. O valor do deslocamento transversal depende da largura do rebolo. Esta operação é feita com mais freqüência na retificadora plana tangencial que possibilita fino acabamento nas superfícies de peças como bases, réguas etc. Como medida de segurança, o operador deve usar óculos de proteção e máscara contra pó, no caso de retificação a seco. Também, deve manter as mãos afastadas do rebolo em movimento para evitar acidentes.
3.3.1.1 Procedimentos operacionais Preparar a maquina. Esse preparo consiste de: limpeza da máquina, balanceamento, fixação e dressagem do rebolo, previamente selecionado, na máquina.
Durante a dressagem ou retificação do rebolo, deve-se ter o seguinte cuidado: o fluido de corte deve cobrir sempre a área de contato do diamante com o rebolo.
Figura 9 – Dressagem do rebolo
Diamante
Como medida de segurança, o operador deve usar óculos de proteção e mascara contra pó, no caso de retificação a seco. Também, deve manter as mãos afastadas do rebolo em movimento para evitar acidentes. Quando o rebolo entrar em funcionamento, deve ser acionado o movimento da mesa de modo que o rebolo entre em contato com a parte mais alta da superfície do bloco. Posicionar anel graduado a zero. Realizar delocamento da mesa na posição transversal e longitudinal até que o bloco fique livre do rebolo. Regular profundidade de corte o valor do avanço transversal da mesa por passada. Esse valor depende da largura do rebolo. (Na prática, usa-se 1/ da largura do rebolo para a retificação de desbaste e 1/10 da largura do rebolo para retificação de acabamento.) Retificar a peça. Quando a superfície do bloco estiver com o acabamento desejado, desligar a máquina e retire o bloco para conferencia das medidas. Cuidado de retirar o bloco só depois que o rebolo estiver totalmente parado, sem arrastá-lo sobre a placa magnética para que a superfície retificada e a mesa não sejam danificadas.
Figura 12 – Retirada do bloco retificado
Observação: Na retificação de peças de ferro fundido cinzento recomendasse operação a seco. Para matéria de fricção (freio), (condição evidenciada em uma das visitas a fabrica da Fras-le) é obrigatório a realização da operação de retificar sem a utilização de fluida refrigerante.
A retificadora cilíndrica universal retifica superfícies cilíndricas, externas ou internas e, em alguns casos, superfícies planas em eixos rebaixados que exijam faceamento. A operação realizada por essa maquina, tem a finalidade de dar fino acabamento a superfícies de pelas cilíndricas, com exatidão de medidas.
Figura 13 - Retificadora Cilíndrica Universal.
A peça é fixa, por exemplo, a uma placa universal como a utilizada no torno, que é dotada de um movimento de rotação. O rebolo em movimento de rotação entra em contato com a peça e remove o material.