Baixe Alinhamento de Eixos e outras Notas de estudo em PDF para Engenharia Mecânica, somente na Docsity!
1 A amplitude vibracional é a medida do nível de vibração em uma máquina. A mesma pode ser expressa nas seguintes grandezas: deslocamento, velocidade ou aceleração nas unidades métrica ou inglesa. As medições em deslocamento servem para evidenciar características em baixas frequências onde o conhecimento do deslocamento real dos elementos faz-se necessário. Em aceleração tem-se uma melhor visualização da vibração gerada em alta freqüência (> 1000 Hz). Já as medições feitas em velocidade cobrem uma faixa mais abrangente do espectro, servindo para uma visão do comportamento da máquina como um todo.
UNIDADES DE MEDIDAS DE VIBRAÇÃO
2 deslocamento f(Hz) aceleração velocidade Medições em deslocamento são melhores para avaliarmos eventos em baixas freqüências mas são inúteis em altas freqüências Medições em aceleração são melhores para avaliarmos eventos em altas freqüências mas são inúteis em baixas freqüências Medições em velocidade são usadas para uma avaliação geral do espectro, pois cobrem uma ampla faixa de freqüência. Fig. 1
4 Problemas de alinhamento com máquinas rotativas muitas vezes resultam de problemas de fundação (base da máquina) ou da carcaça do equipamento. É evidente que o alinhamento dos eixos mudará se houver alguma deformação na base ou na carcaça devido às condições de trabalho. Este processo pode ser lento, como por exemplo, recalque da base devido a cargas impostas pelo equipamento, como também pode ser bem rápido devido ao aquecimento provocado pela máquina (quando alinhada a frio, sem considerar alterações térmicas). Deformações nas tubulações que estão ligadas a equipamentos rotativos podem contribuir para o desalinhamento dos mesmos.
BASES DE MÁQUINAS
5 Com o avanço das técnicas de cálculo de estruturas sujeitas a cargas dinâmicas, fundações, estruturas e carcaças de máquinas podem ser rigorosamente projetadas e aferidas utilizando-se técnicas CAD e CAE. A dinâmica estrutural permite cálculos bem precisos de modo a não permitir que máquinas rotativas trabalhem em ressonância com sua própria base. Infelizmente, estas novas técnicas nem sempre são aplicadas a contento, e assim é comum depararmo-nos com máquinas assentadas em bases mal dimensionadas, trabalhando em condições desfavoráveis e exigindo reparos freqüentes.
7
A preparação e o planejamento do
trabalho de alinhamento é proporcional ao
sucesso que se obtém. Em alinhamento não há
atalhos nem soluções simples. Somente um
bom planejamento e bons ingredientes
(dispositivos, ferramentas e pessoal treinado)
permitirão o bom andamento do processo
ALINHAMENTO
8
DISPOSITIVOS PARA ALINHAMENTO
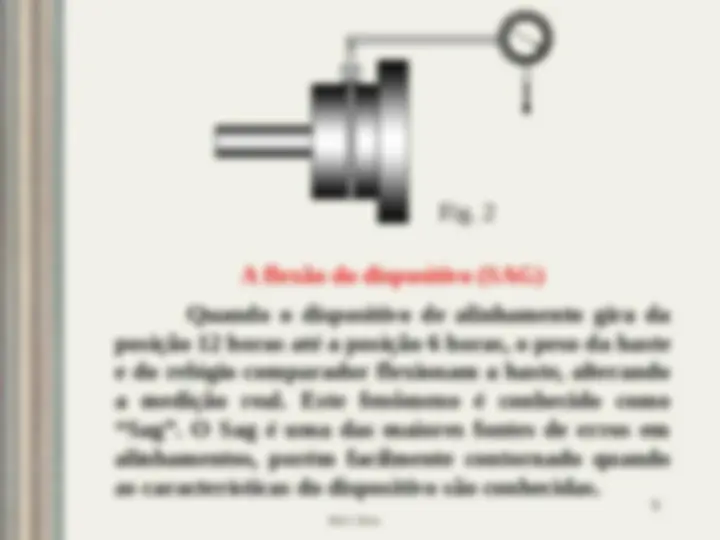
Não existe nenhum tipo de dispositivo que atenda a todas as condições de alinhamento.Em certos casos é mais conveniente fabricar exatamente o que se necessita em sua própria instalação do que tentar procurar algo “pronto”, o que nem sempre é possível. No próximo slide vemos um dispositivo muito comum utilizado em alinhamento. Este dispositivo é composto de uma corrente regulável que atende a vários diâmetros de eixos e uma haste na qual é preso o relógio comparador. Pesquisas comprovam que este dispositivo, se bem utilizado, atinge resultados excelentes, comparáveis ao alinhamento a laser, e evidentemente a um custo bem inferior.
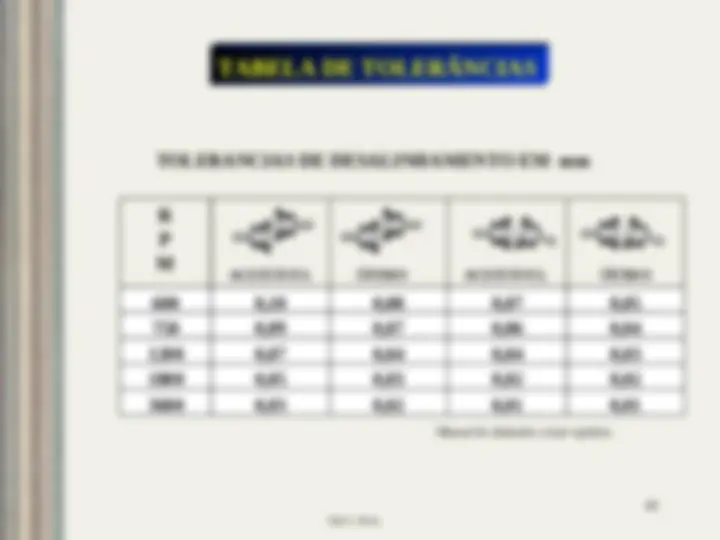
10 A determinação do Sag é feita prendendo-se o dispositivo de alinhamento em um tubo de 100 a 130 mm de diâmetro (teoricamente o diâmetro deveria ser o mesmo do eixo a ser alinhado) e com o relógio comparador na mesma distância que será usada no alinhamento. O tubo é girado de 90 em 90 graus e o sag que sempre terá um valor negativo, anotado. No cálculo final do desalinhamento, estes valores deverão ser adicionados de modo a se obter a medição verdadeira. De um modo geral, 0,07 mm é o máximo permitido de Sag para um dispositivo.
11 Após conferir as condições da base e da máquina, os calços, o Sag e demais ferramentas a serem utilizadas no trabalho, o próximo passo será a medição da posição de um eixo em relação ao outro. É interessante como podemos ver até pequenos desalinhamentos com uma simples régua. Porém, à medida que estes vão ficando mais precisamente alinhados, é fácil perceber que este procedimento perde sua validade. Ainda assim é comum encontrar mecânicos que utilizam como ferramentas de alinhamento somente uma régua e um canivete de folgas e se dão por satisfeitos com o resultado.
MEDINDO O DESALINHAMENTO
13
MÉTODO FACE E BORDA
O método Face e Borda é o mais tradicional e popular método de alinhamento.
M
B
P
A
Fig. 3
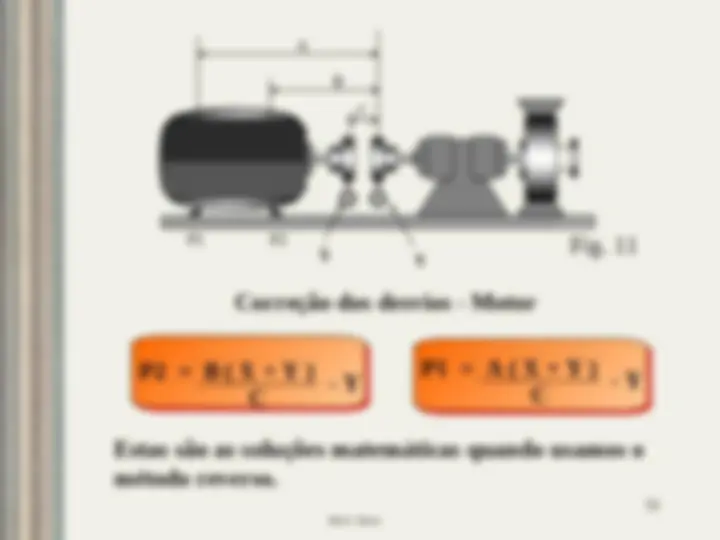
14 O processo de alinhamento pelo método Face e Borda consiste em girar o eixo no qual estão fixos os relógios comparadores sendo que o outro eixo pode estar parado (desacoplado) ou não. Para melhor entendimento deste processo, consideremos como exemplo o alinhamento de um conjunto moto-bomba. Assim, na figura anterior, o eixo da esquerda será o do motor e o da direita da bomba. Para o conjunto em questão, o motor será considerado como sendo a máquina móvel e a bomba como a máquina fixa. Este artifício, que na grande maioria das vezes é verdadeiro, estará aqui sendo utilizado somente para facilitar a visualização do procedimento.
16 Os desvios paralelos são obtidos com o auxílio do relógio P. Estes desvios encontram-se nos planos vertical e horizontal. O resultado das medições do relógio P nos indicará as movimentações que faremos com a máquina móvel no plano vertical (subir ou descer o motor por meio da colocação ou retirada de calços) e no plano horizontal (movimentando o motor para a direita ou esquerda, procedimento geralmente feito com a ajuda de macaquinhos). Para efeito de referência, consideremos que o observador está colocado atrás do motor e olhando para frente, vendo em primeiro plano o motor e em segundo a bomba. O relógio comparador é do tipo comum, em que uma volta completa do ponteiro equivale a 1 mm e tem divisões em centésimos.
OS DESVIOS PARALELOS
17 O desvio paralelo horizontal é medido com o relógio zerado na posição 3 horas e depois girado até a posição 9 horas. A figura mostra uma situação em que o motor está deslocado para a esquerda em relação a bomba, porém na mesma altura, isto é, há somente um desalinhamento paralelo horizontal.
M
B
DESVIO PARALELO HORIZONTAL
Fig. 4
19 Para melhor esclarecer esta passagem, suponhamos que o eixo não tem desvio. Deste modo, se o relógio está zerado na posição 3 horas, ao ser atingida a posição 9 horas ele continuará marcando zero, obviamente. Imaginemos que o relógio está zerado na posição 3 horas e que o eixo da bomba é deslocado para a direita 0,105 mm. O relógio passa a marcar +0,105 mm. Se o eixo do motor é girado até que o relógio atinja a posição 9 horas, a leitura será de -0,105 mm. Como vemos, um desvio de 0,105 mm nos fornece +0,105 mm quando o relógio está em 3 horas e -0,105 mm quando às 9. Se mudarmos a referência, isto é, o relógio é zerado às 3 horas, os 0,105 mm aparecerão no relógio das 9 horas, que passará a marcar -0,21 mm.
20 Com o desvio paralelo vertical, acontece o mesmo fenômeno que no horizontal, só que neste caso o relógio é inicialmente colocado na posição 12 horas e girado até a posição 6 horas. Desta maneira, se em 12 horas temos o relógio zerado e às 6 horas o ponteiro marca -0,63 mm, podemos concluir que o motor deverá ser levantado 0,315 mm.
DESVIO PARALELO VERTICAL