Baixe Comando numérico computadorizado e outras Manuais, Projetos, Pesquisas em PDF para Mecatrônica, somente na Docsity!
Índice Analítico
Capítulo 1 - Introdução
1.1 - CNC - Máquinas Ferramentas com Comando Numérico Computadorizado
Capítulo 2- Coordenadas Cartesíanas
Capítulo 3 - Sistema de Coordenadas
3.1 - Coordenadas absolutas
3.2 - Coordenadas incrementais
Capítulo 4 - Introdução à Programação
4.1 - Sistema ISO de programação, linguagem G
4.2 - Estrutura de linguagem
Capítulo 5- Funções Preparatórias
5.1 - Comando MACH
5.2 - Comando FANUC
5.3 - Comando MITSUBISHI (TX - 8)
5.4 - Comando SIEMENS
5.5 - Comando MCS
5.6 - Funções especiais
5.7 - Estrutura do torno CNC
Capítulo 6- Definição das Funções Preparatórias
6.1 - G00 Avanço rápido
6.1.1 - Comando MACH
6.1.2 - Comando FANUC
6.1.3 - Comando MITSUBISHI
6.1.4 - Comando SIEMENS
6.1.5 - Comando MCS
6.2 – G0l interpolação linear
6.2.1 - Comando MACH
6.2.2 - Comando FANUC
6.2.3 - Comando MITSUBISHI
6.2.3.1 - Funções C ou D (chanfro) e R (arredondamento)
6.2.4 - Comando SIEMENS
6.2.5 - Comando MCS
6.3 - G02 e G03 interpolação circular nos sentidos horário e anti-horário
6.3.1 - Comando MACH
6.3.2 - Comando FANUC
6.3.3 - Comando MITSLJBISHI
6.3.4 - Comando SIEMENS
6.3.5 - Comando MCS
6.4 - G04 tempo de permanência ou espera
6.5 - G09/G73 interpolação linear ponto a ponto ou paradas precisas
Capítulo 7-Introdução à Trigonometria
7.1 - Teorema de Pitágoras
7.2 - Fórmulas Básicas
7.2.1 - Cateto oposto
7.2.2 - Hipotenusa
7.3 - Exemplos de aplicações
Capítulo 8- Definição do Sistema de Medidas
8.1 - Programação em diâmetro ou em raio
8.2 - Programação em absoluto ou incremental
8.3 - Programação em milímetros ou polegadas
Capítulo 9- Compensação de Raio de Corte (CRC)
9.1 - Comando MACH
9.2 - Comando FANUC
9.3 - Comando MITSUBISHI
9.4 - Comando SIEMENS
9.5 - Comando MCS
Capítulo 10-Informações Tecnológicas para Programação
10.1 - Parâmetros de corte
10.1.1 - Fórmulas
10.1.2 - G92 - Limite de rotação
10.1.3- F-Avanço
10.1.4 - G94 - Avanço em milímetros ou polegadas por minuto
10.1.5 - G95 - Avanço em milímetros ou polegadas por rotação
10.1.6 - G96 - Velocidade de corte constante (VCC)
10.1.7 - Tabela com os valores da velocidade de corte e avanço
10.1.8 - G97 - Rotação fixa
10.1.9-FunçãoT
14.1.2 - Torneamento (desbaste de perfis simples)
14.2 - G75 - Ciclo de faceamento e canais
14.2.1 - Faceamento
14.2.2 - Canais
14.3 - G71 - Ciclo automático de desbaste longitudinal
14.4 - G72 - Ciclo automático de desbaste transversal
14.5 - G83 - Ciclo fixo de furação
14.6 - Ciclos fixos de roscamento
14.6.1 - G33 - Ciclo de roscamento sentença por sentença
14.6.2 - G76 - Ciclo de roscamento automático
14.6.3 - Roscas cônicas
14.6.4 - G78 - Ciclo de roscamento semi-automático
14.6.5 - G84 - Ciclo de roscamento com macho
Capítulo 15- Comando MITSUBISHI
15.1 - G74 - Ciclo de torneamento e furação com descarga de cavacos
15.1.1 - Furação com descarga de cavacos
15.1.2 - Torneamento (desbaste de perfis simples)
15.2 - G75 - Ciclo de faceamento e canais
15.2.1 -Faceamento
15.2.2 - Canais
15.3 - G71 - Ciclo automático de desbaste longitudinal
15.4 - G72 - Ciclo automático de desbaste transversal
15.5 - G83 - Ciclo fixo de furação profunda
15.6 - Ciclos fixos de roscamento
15.6.1 - G33 - Ciclo de roscamento sentença por sentença
15.6.2 - G76 ou G86 - Ciclos de roscamento automático
15.6.3 - Roscas cônicas
15.6.4 - G82 - Ciclo de roscamento com macho
Capítulo 16- Comando SIEMENS
16.1 - CYCLE 93 - Usinagem de canais
16.2 - CYCLE 95 ciclo de desbaste
16.2.1 - Desbaste longitudinal, exemplos de programação
16.2.2 - Desbaste transversal
16.3 - Exemplo completo de programação
16.4 - CYCLE 83 ciclo de furação profunda
16.5 - Ciclos fixos de roscamentos
16.5.1 - G33 - Ciclo de roscamento sentença por sentença
16.6 - CYCLE 97 ciclo de roscamento
16.7 - Roscas cônicas
16.8 - G63 - Ciclo de roscamento com macho
Capítulo 17- Comando MCS (Linguagem Heidenhain)
17.1 - Ciclo O reset interno
17.2 - Ciclo 1 tempo de espera
17.3 - Ciclo 3 funções auxiliares
17.4 - Número Label
17.5 - Ciclos fixos e sub-rotinas
17.5.1 - Sub-rotina para desbaste
17.6 - Ciclo 24 desbaste longitudinal
17.7 - Ciclo 34 desbaste transversal
17.8 - Ciclo 22 usinagem de canais
17.9 - CYC CALL 23 ciclo de furação profunda
17.10 - Ciclos fixos de roscamentos
17.10.1 - CYC CALL 03 - Ciclo de roscamento sentença por sentença
- 10.2 - CYC CALL 33-Ciclo de roscamento automático
17.10.3 - Roscas cônicas
Capítulo 18- Exemplos Completos de Programação
18.1 - Processo de programação número 1
18.1.1 - Programação MACH
18.1.2 - Programação FANUC
18.1.3 - Programação MITSUBISHI
18.1.4 - Programação SIEMENS
18.1.5 - Programação MCS
18.2 - Processo de programação número 2
18.2.1 - Programação MACH
18.2.2 - Programação FANUC
18.2.3 - Programação MITSUBISHI
18.2.4 - Programação SIEMENS
18.2.5 - Programação MCS
Introdução
1.1 - CNC - Máquinas Ferramentas com Comando Numérico Computadorizado.
A indústria tem procurado trabalhar de forma cada vez mais prática, buscando eficiência e economia no dia-a-dia, principalmente no que se refere à usinagem dos materiais. Nesta obra conheceremos a linguagem de programação CNC, abordando os comandos mais usados no mercado com exemplos aplicativos e definição dos códigos, de forma que quem já atua no segmento de metalmecânica com máquinas CNC se familiarize com outros comandos, podendo identificar as suas particularidades, pois existem vários fabricantes no mercado. Este livro tem como objetivo oferecer uma formação à programação de máquinas CNC no campo de torneamento, atendendo, de um modo geral, a todo profissional que atua na área de metalmecânica, desenho e processos de usinagem. O conteúdo é apresentado de uma forma bem didática para uma eficiente assimilação por parte do usuário ou estudante. Vamos começar do zero, isto é, o princípio de um processo de programação, dando oportunidade para quem ainda não entrou neste campo de trabalho, mas tem como objetivo acompanhar todo esse processo de avanço tecnológico e se preparar para o futuro profissional e um mercado de trabalho que está crescendo muito nestes últimos anos.
Coordenadas Cartesianas
Todas as máquinas ferramentas CNC são comandadas por um sistema de coordenadas cartesianas na elaboração de qualquer perfil geométrico. São duas retas que se cruzam em um ponto qualquer do espaço, dando origem a um sistema de coordenadas, cujo ponto de cruzamento é o inicio de todo o processo.
Exemplo:
O plano formado pelo cruzamento de uma linha paralela ao movimento transversal (eixo X) com uma linha paralela ao movimento longitudinal (eixo Z) define um sistema de coordenadas.
Exemplo:
Sistema de Coordenadas
Coordenadas são todos os pontos relacionados com a geometria do desenho que orientam o programador na elaboração dos programas CNC. Neste livro serão apresentadas diversas formas de sistemas de coordenadas que podem ser utilizados na programação de máquinas CNC, exclusivamente sobre torneamento. Então vamos conhecer o TORNO CNC.
Nos tornos temos dois eixos de avanço X (eixo transversal) e Z (eixo longitudinal) que compõe um carro cruz no qual está montado o suporte de ferramentas. Com esses eixos é obtido cada contorno desejado de uma peça. Além dos eixos de avanço também temos o eixo árvore principal.
A princípio, trabalharemos com duas definições de ponto zero da peça, como no exemplo seguinte:
No sistema de programação CNC é possível utilizar dois tipos diferentes de coordenadas sem alterar a geometria da peça. Temos então:
- Coordenadas absolutas
- Coordenadas incrementais
3.1 - Coordenadas absolutas
São as que se relacionam sempre com um ponto de referência (ponto zero peça) fixo no desenho, e podem ser chamadas também de medidas de referência ou medidas reais.
Lembrando sempre que X corresponde ao diâmetro e Z corresponde ao comprimento. Nota-se nos exemplos anteriores que, independente de onde o ponto zero esteja sendo definido, os valores dos diâmetros não se alteram enquanto os deslocamentos em Z mudam completamente, ou seja, com o ponto zero na frente as coordenadas são todas negativas e a tendência é o afastamento dele. Já com o ponto zero atrás as coordenadas são positivas e se aproximam do ponto zero.
3.2 - Coordenadas incrementais
Com este sistema cada medida introduzida refere-se sempre a um posicionamento anterior, então teremos sempre medidas de distância entre dois pontos próximos. Neste processo deve-se levar em consideração somente o movimento a ser executado.O sistema incremental não é muito comum de ser usado, mas é possível aplicá-lo em pequenas operações dentro de um programa.
Exemplo:
Obs : As coordenadas em X são definidas em diâmetro, aplicando a diferença entre eles, ou seja, o próximo deslocamento menos o anterior, ou então em raio, isto é, a diferença dividida por dois.
- Bloco de dados ou sentenças : é constituído por caracteres, ou seja, letras de endereçamento e algarismos, palavras que juntas têm o objetivo de informar ao comando as operações que devem ser executadas.
- Caracteres - é um número, letra, espaço, ponto ou qualquer outro símbolo que signifique algo para o comando. Exemplo: A, T, Z, -, etc.
- Letras de endereçamentos - são instruções alfabéticas passadas para o comando que, por sua vez, podem executar um movimento ou simplesmente assumir uma nova função. Exemplo: G, X, O, B, 1, K, etc.
- Palavras - é constituída por uma letra seguida por um valor numérico. Dependendo da letra, o valor numérico terá que ser específico. Exemplo: G00, G0l, G66, Z55, X20, K.5, etc.
Funções Preparatórias
A princípio, vamos listar as funções preparatórias e funções auxiliares de todos os comandos citados neste livro para então podermos defini-las uma a uma e verificar as diferenças com exemplos aplicativos. As funções auxiliares consideradas básicas têm a mesma definição para todos os comandos. São funções essenciais para o funcionamento do programa. Os fabricantes de máquinas CNC podem usar funções auxiliares opcionais para ativar e desativar dispositivos ou acessórios implantados nas máquinas. Ao programarmos uma função auxiliar em um bloco junto com uma função preparatória que defina algum tipo de movimento, o comando CNC executa primeiro a função auxiliar. Em alguns comandos podemos programar até três funções auxiliares em uma única sentença. As listagens terão a seguinte ordem:
5.1 - Comando MACH 5.2 - Comando FANUC 5.3 - Comando MITSUBISHI 5.4 - Comando SIEMENS 5.5 - Comando MCS
5.1 - Comando MACH
G00 - Avanço rápido G0l - Interpolação linear G02 - Interpolação circular no sentido horário G03 - Interpolação circular no sentido anti-horário G04 - Tempo de permanência G20 - Programação em diâmetro G21 - Programação em raio G33 - Ciclo de roscamento sentença por sentença G37 - Ciclo de roscamento automático G40 - Cancela compensação de raio G41 - Ativa compensação de raio à esquerda G42 - Ativa compensação de raio à direita
G54 - Primeira referencia para coordenada de trabalho G55 - Segunda referencia para coordenada de trabalho G66 - Ciclo automático de desbaste longitudinal G67 - Ciclo automático de desbaste transversal G68 - Ciclo automático de desbaste paralelo ao perfil G70 - Programação em polegadas G71 - Programação em milímetros G73 - Interpolação linear ponto a ponto (cantos vivos) G74 - Ciclo de torneamento e furação G75 - Ciclo de faceamento G76 - Ciclo automático de roscamento G80 - Cancela ciclo automático de furação G83 - Ciclo automático de furação com quebra de cavacos G90 - Coordenadas absolutas G91 - Coordenadas incrementais G92 - Estabelecem do sistema de coordenadas e limite de rotação G94 - Avanço em polegadas/minuto ou milímetros/minuto G95 - Avanço em polegadas/rotação ou milímetros/rotação (mais usado) G96 - Velocidade de corte constante G97 - Rotação constante G99 - Reset da memória
Funções auxiliares básicas
M00 - Parada do programa M01 - Parada opcional do programa M02 - Fim de programa M03 - Rotação no sentido horário M04 - Rotação no sentido anti-horário M05 - Parada do fuso M08 - Liga refrigerante de corte M09 - Desliga refrigerante de corte M30 - Final de programa
Funções auxiliares MACH
M06 - Troca de ferramenta Ml 1 - Gama de rotação baixa M12 - Gama de rotação alta M24 - Abrir placa M25 - Fechar placa M26 - Recuar contra ponto M27 — Avançar contra ponto M36 - Abrir porta automática M37 - Fechar porta automática M50 - Ativar leitor de posição de ferramenta M5 1 - Desativar leitor (tool eye)
5.2 - Comando FANUC GOO - Avanço rápido
G0l - Interpolação linear
G03 - Interpolação circular no sentido anti-horário G04 - Tempo de espera G09 - Interpolação linear ponto a ponto (cantos vivos) G20 - Programação em polegadas G21 - Programação em milímetros G22 - Chamada de subprograma G24 - Ponto de troca com deslocamento só em X G25 - Ponto de troca com deslocamento só em Z G26 - Ponto de troca com deslocamento X e Z G27 - Ponto de troca com deslocamento Z e X G28 - Deslocamento até ponto de referência G33 - Corte de rosca sentença por sentença G40 - Cancela compensação de raio G46 - Ativa compensação de raio completa G54 à G59 - Deslocamentos do ponto zero peça G71 - Ciclo de desbaste longitudinal G72 - Ciclo de desbaste transversal G73 - Ciclo de desbaste paralelo ao contorno G74 - Ciclo de desbaste com corte interrompido, longitudinal G75 - Ciclo de desbaste com corte interrompido, transversal G76 - Ciclo de pentear roscas longitudinal G82 - Ciclo para rosquear (macho, cossinete) G83 - Ciclo de furação profunda G88 - Ativar contorno em declive, descendentes ou ascendentes G89 - Desativa função G G90 - Coordenadas absolutas G91 - Coordenadas incrementais G92 - Limite de rotação G94 - Avanço em milímetros por minuto G95 - Avanço em milímetros por rotação G96 - Velocidade de corte constante G97 - Rotação
Funções awdliares MITSUBISHI
M06 - Ferramenta adicional M10 - Fechar placa ou pinça M1l - Abrir placa ou pinça M19 - Posicionar árvore principal M20 - Ativar medição M40 - Engrenamento 1 M41 - Engrenamento 2 M42 - Engrenamento 3 M43 - Engrenamento 4 M92 Ligar transportador de cavacos M93 - Desligar transportador de cavacos
5.4 - Comando SIEMENS
G00 - Avanço rápido G0l - Interpolação linear
G02 - Interpolação circular no sentido horário G03 - Interpolação circular no sentido anti-horário G04 - Tempo de demora G09 - Paradas precisas G22 - Coordenadas em raio G23 - Coordenadas em diâmetro G25 - Limite inferior de rotação G26 - Limite superior de rotação G33 - Interpolação de roscas com passo constante(passo a passo> G40 - Desliga correção do raio da ferramenta G41 - Correção do raio da ferramenta à esquerda do contorno G42 - Correção do raio da ferramenta à direita do contorno G54 a G57 - Deslocamentos ajustáveis de ponto zero G70 - Dimensões em polegada G71 - Dimensões em milímetro G90 - Coordenadas absolutas G91 - Coordenadas incrementais G94 - Avanço em milímetros por minuto ou graus por minuto G95 - Avanço em milímetros por rotação ou polegadas por rotação G96 - Velocidade de corte constante G97 - Rotação constante (cancela G96)
Funções auxiliares SIEMENS
M10 - Acionar freio M11 - Desacionar freio M12 - Desacionar pino de trava do fuso M22 - Avançar mangote M23 - Recuar mangote M64 - Fechar luneta M65 - Abrir luneta M68 - Fechar placa ou pinça M69 - Abrir placa ou pinça
5.5 - Comando MCS
Neste comando a linguagem de programação é bem diferente do que vimos até agora. Não será usado o código G, mas sim funções de posicionamentos as quais veremos em seguida, lembrando que o sistema de coordenadas cartesianas continua sendo o mesmo.
POS - Posicionamento simples, quando o deslocamento é em apenas um eixo X ou Z. POS L - Posicionamento linear, quando o deslocamento é nos dois eixos X e Z.
Obs: Os números de sentenças podem ser colocados da seguinte forma:
N05, N10, N15, N20, ... N10, N20, N30, N40, ...
Os números seqüenciais devem ser colocados de forma que seja possível fazer inserções de sentenças sem repetições, como nos exemplos anteriores. Então deve-se evitar a seqüência sem intervalos, como Ni, N2, N3, N4.... A numeração é colocada a critério do programador, e em alguns comandos o processo é automático. A função N não tem nenhum efeito tecnológico, mas é importante em termos de organização do programa e possíveis chamadas repetitivas.
Exemplos aplicativos:
Em seguida, vamos definir todas as funções preparatórias, mas já deu para notar que algumas delas têm o mesmo significado, isto é, não podem ser mudadas porque são funções básicas do sistema ISO de programação. Conheceremos também a linguagem HEIDENHAIN.
5.7 - Estrutura do torno CNC
De concepção robusta e projetada para ambientes de alta produção, oferece rigidez e estabilidade para usinagem pesada. Os conjuntos são apoiados em uma base monobloco concebida para absorver vibrações. Mesa e carro transversal, inclinados em 35°, propiciam melhor escoamento de cavacos, evitando o seu acúmulo, garantindo estabilidade térmica ao longo de extensos períodos de usinagem, Conseqüentemente, peças de maior precisão geométrica são obtidas.
Base do Galaxy 30 by Romi
Definição das Funções Preparatórias
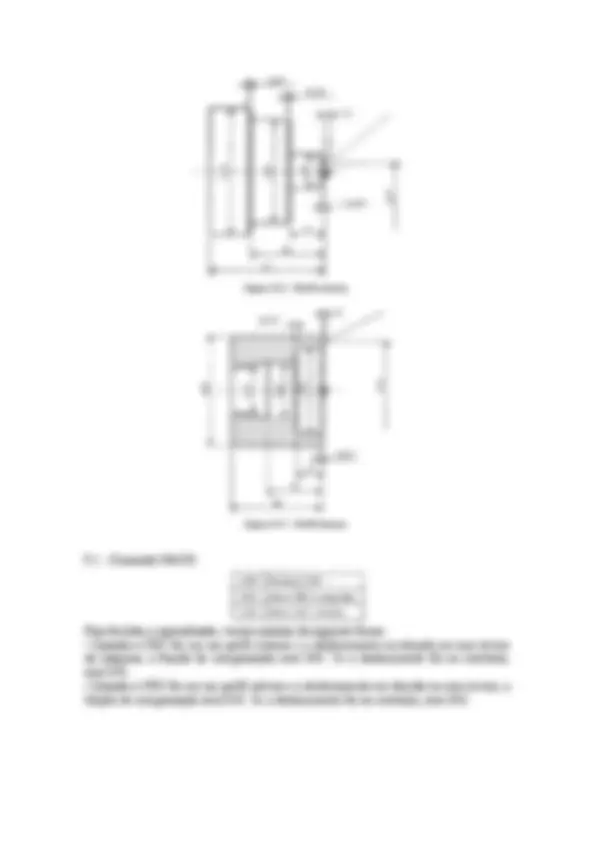
6.1 – G00 Avanço rápido
Usada normalmente para aproximações ou recuos das ferramentas, esta função tem avanço próprio, podendo atingir os limites dos eixos da máquina que podem ser também controlados pelo potenciômetro de avanço do comando. Pode-se dizer que esta função gera movimentos improdutivos dentro do processo de usinagem. Ela é básica, mas existem algumas particularidades. Observar a figura 6.1.