


ROMI GL 240 / GL 280
CENTROS DE TORNEAMENTO
CARACTERÍSTICAS TÉCNICAS
| ROMI GL 240 | ROMI GL 240M | ROMI GL 280 | ROMI GL 280M
ds_romi_gl_240_po_ao_final.indd 1 28/04/15 15:42






Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
Programação e operação da linha romi
Tipologia: Manuais, Projetos, Pesquisas
Compartilhado em 08/05/2021
1 documento
1 / 12

Esta página não é visível na pré-visualização
Não perca as partes importantes!
CARACTERÍSTICAS TÉCNICAS
2
Capacidade Diâmetro admissível sobre a proteção eixo Z mm 420 420 425 425 Diâmetro máximo torneável mm 300 260 340 280 Comprimento máximo torneável entre pontas mm 400 400 540 540 Curso transversal do carro (eixo X) mm 188 188 212 212 Curso longitudinal do carro (eixo Z) mm 400 400 540 540 Cabeçote Nariz do eixo-árvore ASA A2-5” A2-6” A2-5” A2-6” A2-6” A2-8” A2-6” A2-8” Diâmetro do furo do eixo-árvore mm 60 73 60 73 73 85 73 85 Capacidade de barras (diâmetro) mm 51 64 51 64 64 76 64 76 Faixas de velocidades rpm 6 a 6.000 4 a 4.500 6 a 6.000 4 a 4.500 4 a 4.500 3 a 3.500 4 a 4.500 3 a 3. Avanços Avanço rápido transversal (eixo X) m/min 30 30 30 30 Avanço rápido longitudinal (eixo Z) m/min 30 30 30 30 Torre porta-ferramentas Número de posições / ferramentas un 12 12 12 12 Sistema de fixação do suporte de ferramenta - Romi VDI - 30 Romi VDI - 40 Suporte para ferram. torneam. externo (secção) mm 20 x 20 20 x 20 25 x 25 25 x 25 Suporte para ferram. torneam. interno (diâmetro) mm 32 32 40 40 Suporte para ferram. rotativa axial frontal DIN 6499 - ER-25 (Ø 3 - Ø 16 mm) - ER-32 (Ø 3 - Ø 20 mm) Suporte para ferram. rotativa radial DIN 6499 - ER-25 (Ø 3 - Ø 16 mm) - ER-32 (Ø 3 - Ø 20 mm) Faixa de velocidades para ferram. acionada rpm - 6 a 6.000 - 4 a 4. Motor ferramenta acionada cv/kW - 7,5 / 5,6 - 8 / 6 Tempo de giro estação / estação s 0,4 0,52 0,67 0, Tempo de giro de 180° s 0,9 0,88 1,15 1, Cabeçote móvel Curso do cabeçote móvel mm 445 445 335 335 Curso da manga mm 95 95 130 130 Diâmetro da manga mm 55 55 80 80 Posicionamento do corpo manual manual manual manual Acionamento da manga hidráulico hidráulico hidráulico hidráulico Sede interna da manga CM 4 4 4 4 Potência instalada
Motor principal ca cv/kW (^) (reg. S2 - 15 min)20 / 15 (reg. S2 - 15 min)20 / 15 (reg. S2 - 30 min)25 / 18,5 (reg. S2 - 30 min)25 / 18,
Potência total instalada kVA 25 25 30 30 Dimensões e peso (aproximados) ()* Área ocupada (frente x lateral) m 2,73 x 1,64 2,73 x 1,64 2,92 x 1,82 2,92 x 1, Peso líquido aproximado kg 3.200 3.200 3.800 3.
(*) Sem transportador de cavacos
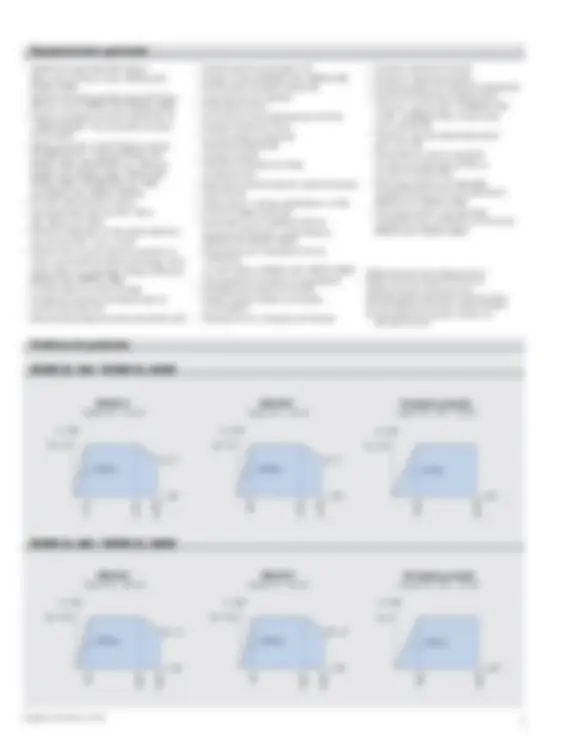
4
Torneamento externo
Torneamento externo Torneamento interno
Torneamento interno com offset Torneamento frontal
Placa BH-M 165 Placa BB-M 175 Placa BH-M 210 Placa BB-M 210 A mm Ø 165 Ø 175 Ø 210 Ø 210 B mm 94 99 104 104 C mm 134 139 148 148
Os desenhos não estão em escala
X- = 184^150
105 Z - = 395
185
505
Face do árvore 20x
B
C
Ø A
180
X - = 184 180
curso eixo Z - = 395
535
75
Face do árvore
Ø 32 C B
Ø A
65
180
X - = 184 130
93 curso eixo Z- = 395
25 25
47
535
Face do árvore
20 x 20
Ø A
C
B
Torneamento interno
X - = 184 150
110 Z - = 395
185
505
Face do árvore
Ø 32
B
C
Ø A
X - = 184 126
88 Z - = 395
185
505
Face do árvore
20x
B
C
Ø A
Torneamento frontal
180
X - = 184 150
55 curso eixo Z - = 395
30
535 85
Face do árvore
C Ø 32
B
Ø A
180
X - = 184^138
55 curso eixo Z - = 395
42
25
535
60
Face do árvore
20 x 20
C
B
Ø A
5
Usinagem com ferramenta acionada radial Usinagem com ferramenta acionada axial
Placa BH-M 165 Placa BB-M 175 Placa BH-M 210 Placa BB-M 210 A mm Ø 165 Ø 175 Ø 210 Ø 210 B mm 94 99 104 104 C mm 134 139 148 148
Disco porta-ferramentas padrão Romi (^) Disco porta-ferramentas padrão VDI-30, para torres tipo T e M
Ø 260 máx. torn.
Máx. Ø 470 Sem interferência com as proteções
Centro do árvore
Ø 276
Ø 238
184
50
Ø 153
45
180
4
Offset 30
34
Curso X+ = 4
Curso X- = 184
30
25 Balanço
Ø 32
Máx.^55
ER- Ø 1 a Ø 16
Curso X- = 184
Ø 270
X- = 184
315
Ø 32
Os desenhos não estão em escala
180
X - = 184 135
64 curso eixo Z - = 395
45
535
76
Face do árvore
Ø 1~
C
B
Ø A
180
X - = 184 180
40 curso eixo Z - = 395
535
100
Face do árvore
C Ø 1 ~ 16
B
Ø A
315
Curso X - = 184
Curso X + = 4
Ø 252
34
32
150
Centro do árvore
máx. Ø 470 sem interferência com as proteções
Ø 300 máx. torn.
X- =
Os desenhos não estão em escala 7
Usinagem com ferramenta acionada radial - ER-
Usinagem com ferramenta acionada radial - ER-
Usinagem com ferramenta acionada axial (*) - ER-
Usinagem com ferramenta acionada axial - ER-
Placa BH-M 210 Placa BB-M 210 Placa BH-M 250 Placa BB-M 250 A mm Ø 210 Ø 210 Ø 254 Ø 254 B mm 104 104 119 119 C mm 148 148 168 168
Discos porta-ferramentas padrão Romi
Disco porta-ferramentas padrão VDI - 40, para torres tipo T e M
Ø 280 máx. torn.
Máx. Ø 588 Sem interferência com as proteções
Ø 183
Centro do árvore
208
Ø 300
Curso X+ = 4
Ø 40
Ø 284
38
13
Curso X- = 208
25 Balanço
ER- Ø 2 a Ø 20
Máx.^80
195
55
Curso X- = 208
X- = 208
Ø 40
25
44
Offset 25
ER- Ø 2 a Ø 20
365
Ø 340
curso eixo Z - = 535
55
X - = 208 (^19013010044)
135 195
150
41
665
194
90
Face do árvore
Ø 2~Ø 20
C
B
Ø A
curso eixo Z - = 535
55
X - = 208 130
135 195
194
4
666
194 127
Face do árvore
Ø 2~Ø 20 C B
Ø A
Ø 340 máx. torn.
365
curso x - = 208
curso x + = 4 170
39
máx. Ø 588 sem interferência com as proteções
X - = 208 36
Ø 292
Centro do árvore
(*) Considerar cabeçote móvel sem ponto rotativo.
curso eixo Z - = 535
55
X - = 208 195130100
18
135 195
176
35
666
194
96
Face do árvore
Ø 2~Ø 20 C B
Ø A
curso eixo Z - = 535
55
X - = 208 (^19013010053)
135 195
141
56
666
194
75
Face do árvore
Ø 2~Ø 20
C
B
Ø A
8
(*) Quantidade fornecida com a máquina
Os desenhos não estão em escala
Suporte de ferramenta para torneamento interno
Suporte de ferramenta para torneamento frontal
Bucha de redução
Seção Código Qt () Seção Código Qt ()**
Torneamento frontal mm 20 x 20 T67710 1 25 x 25 T67753 1
Torneamento interno (refrigeração externa) mm Ø 32 T67651 4 Ø 40 T67762 4
mm Ø 8 T73331 1 Ø 10 T73389 1
mm Ø 10 T73335 1 Ø 12 T73392 1
Buchas de redução
mm Ø 12 T73339 1 Ø 16 T73394 1
mm Ø 16 T73341 1 Ø 20 T73396 1
mm Ø 20 T73344 1 Ø 25 T73398 1
mm Ø 25 T73349 1 Ø 32 T73400 1
Torneamento interno (com refrigeração interna) mm Ø 32 T79290 - Ø 40 T78909 -
mm Ø 12 U19643 - Ø 16 U00168 -
mm Ø 16 T79496 - Ø 20 R89211 -
mm Ø 20 T79313 - Ø 25 R89212 -
mm Ø 25 T79314 - Ø 32 R89213 -
Buchas de redução (com refrigeração interna)
10
B
A
F
D E Distância necessária para abertura da porta do painel elétrico
G
C
Distância necessária para remoção do tanque de refrigeração e transportador de cavacos
H
ROMI GL 240 / ROMI GL 240M mm 3.465 2.726 1.761 1.640 935 520 600 985 ROMI GL 280 / ROMI GL 280M mm^ 3.540^ 2.920^ 1.810^ 1.815^935 520 600
O alimentador de barras aumenta a eficiência dos meios de produção. Agregado a um torno CNC, forma uma célula de usinagem automatizada, tornando-se um aliado importante para o aumento de produção e para qualidade do produto final. Na busca da competitividade imposta pelo mercado de usinagem, é necessário que o operador de máquinas dedique seu tempo em tarefas nobres, deixando de realizar
Vantagens da utilização de um alimentador de barras
atividades como, por exemplo, o carregamento e descarregamento manual de peças em um torno CNC. Assim, o investimento em um alimentador de barras possibilita maior rapidez no carregamento de barras, diminuindo tempos passivos de máquina, onde mais peças serão produzidas em menor tempo. Proporciona aumento de produtividade e lucratividade, com redução do custo final das peças usinadas.
Exemplos de peças usinadas a partir de barras
(*) Para a linha ROMI GL com aparelho alimentador de barras (opcional), o usuário deve considerar as capacidades de barra da máquina, descritas na tabela de especificações técnicas da página 2
1.960 mm (FEDEK DH-65L) 2.045 mm (VIP-80) 3.735 mm (alimentador de barras de 3,0 m)
1.120 mm (FEDEK DH-65L) 1.200 mm (VIP-80) 550 mm (alimentador de barras de 3,0 m)
850 a 1.250 (FEDEK DH-65L)870 - 1.300 mm (VIP-80)850 - 1.300 mm (alimentador
de barras de 3,0 m)
Alimentadores de barras
Especificações técnicas FEDEK DH-65L () IEMCA VIP-80 ()** (^) de barras (3,0 m) ()Alimentador Capacidades* Barras redondas mm Ø 5 a Ø 65 Ø 5 a Ø 80 Ø 5 a Ø 42 Barras sextavadas mm 5 a 56 5 a 65 5 a 36 Barras quadradas mm 5 a 45 5 a 55 5 a 29 Comprimento de barras (máximo) (^) mm 1.000 1.000 3. recomendável para uso na máquina Comprimento de barras (máximo) (^) mm 1.550 1.615 3. do alimentador Área ocupada (frente x lateral) mm 1.960 x 1.120 2.045 x 1.200 3.735 x 550 Peso líquido (aproximado) kg 370 500 1.
11
Recursos e Desempenho do CNC