Baixe Controle de Processos - CEFET-MG e outras Provas em PDF para Tecnologia Industrial, somente na Docsity!
CENTRO FEDERAL DE EDUCAÇÃO TECNOLÓGICA DE MINAS GERAIS DEPARTAMENTO DE ENSINO DE 2º GRAU COORDENAÇÃO DE ELETROTÉCNICA
Prática de Automação Industrial
Controle de Processos
1- Introdução
Denomina-se Automação Industrial o conjunto de técnicas destinadas a tornar automáticos vários processos produtivos em uma indústria, de modo a eliminar ou reduzir bastante a intervenção humana nos mesmos. Os principais objetivos da Automação Industrial são:
- Redução de custos;
- Aumento da Produtividade;
- Maior segurança na operação da unidade produtiva;
Para a implementação da Automação Industrial existem várias técnicas e equipamentos que são aplicados conforme o sistema a se automatizar. Os principais equipamentos são:
- PLC! equipamentos eletrônicos, programados por software, que controlam e coordenam a seqüência de operação de diversas máquina e equipamentos em uma indústria. Os PLCs trabalham com variáveis digitais e analógicas.
- SDCD! Sistemas Digitais de Controle Distribuído: de tecnologia mais recente, são sistemas microprocessados que facilitam o controle e otimização dos processos por computador, diminuindo a interferência do operador durante a operação normal do processo e que passa a intervir somente durante instabilidades operacionais, paradas e partidas.
- Controladores (single loop, multi loop) !são controladores baseados em microcontroladores de ultima geração, criados para efetuar controle de processos. Por ser microprocessado, seu sistema operacional permite que se adapte à maioria dos processos, bastando para tal a seleção correta dos parâmetros de PID. Os controladores trabalham com variáveis analógicas e, eventualmente, podem possuir saídas digitais de alarme.
- CN (Comando Numérico)! equipamentos utilizados na fabricação e montagem de peças mecânicas, através do controle de máquinas ferramenta, tais como tornos, fresas, furadeiras, etc. No CNC (comando numérico computadorizado), além das operações normais de um CN, realizada por computador, há às vezes o auxílio de programas CAD para se realizar o projeto gráfico das peças a serem produzidas.
O Controle Contínuo de Processos ou Controle Automático de Processos ou, simplesmente, Controle de Processos, refere-se à Automação de sistemas que possuem grandezas físicas, como temperatura, vazão, pressão, nível, pH, etc., presentes em diversos processos industriais. Pela natureza das grandezas, os sistemas de Controle de Processos estão associados a sinais analógicos. Conforme visto anteriormente, pode-se criar um sistema de Controle de Processos utilizando-se PLC, SDCD ou Controladores. O Controle Automático de Processo é uma evolução do Controle manual. No controle manual operador é o elemento de definição e isso gera grandes desvantagens:
- O operador atua continuamente no processo e um operador apenas pode cuidar de poucas variáveis ao mesmo tempo. Essa desvantagem leva à baixa produtividade.
- O método utilizado pelo operador pode diferir de um para outro. Para se conseguir uma uniformidade na operação é preciso que todos tomem as mesmas ações no mesmo tempo para manter a qualidade e quantidade do produto. Isso é praticamente impossível e mais uma vez o operador fica limitado.
- O aspecto da segurança fica comprometido quando for exigida rapidez e ações que possam evitar acidentes.
Os processos evoluíram e também a forma de os controlar. Foram desenvolvidos sistemas de Controle Automático que possibilitaram ao homem controlar os processos com segurança, economia e liberá-lo para atividades não repetitivas e mais nobres.
Em qualquer processo industrial, as condições de operação estão sujeitas a mudanças ao longo do tempo. O nível de líquido em um equipamento, a pressão em um vaso, a vazão de um reagente ou sua composição; todas estas condições podem (e costumam) variar. Mesmo os dados que consideramos constantes no projeto (por exemplo, a temperatura ambiente) têm o hábito de variar apesar de nossas premissas em contrário.
Controlar um processo significa atuar sobre ele, ou sobre as condições a que o processo está sujeito, de modo a atingir algum objetivo. Por exemplo: podemos achar necessário ou desejável manter o processo sempre próximo de um determinado estado estacionário, mesmo que efeitos externos tentem desviá-lo desta condição. Este estado estacionário pode ter sido escolhido por atender melhor aos requisitos de qualidade e segurança do processo.
Um sistema de controle confiável permite operar próximo aos limites impostos pela segurança, pelo meio-ambiente e pelo processo (temperatura máxima, pureza mínima), o que permite alterar as condições de operação
ex: Um forno elétrico transforma energia elétrica em energia calorífera e as relações entre a potência elétrica entregue aos resistores de aquecimento e a quantidade de calor ou temperatura interna do forno dependem das leis físicas de transferência de calor , eficiência do sistema , perdas internas , etc.
2.2- VARIÁVEL DE CONTROLE – Na malha aberta , é uma variável primária (de acesso direto do operador) e que atua sobre a variável manipulada segundo as reações do dispositivo de controle.
ex: No forno , normalmente , o operador tem acesso a um resistor variável ou potenciômetro para ajustar o valor de temperatura desejado.
2.3- DISPOSITIVO DE CONTROLE – Sistema físico ou , mais comumente , eletrônico que é projetado para transferir ou adequar a variável de controle em variável manipulada.
ex: No forno , uma placa eletrônica sente o valor do resistor variável e ajusta , por exemplo , o ângulo de disparo dos SCR’s ou triacs , de forma a alterar a quantidade de potência entregue aos resistores de aquecimento.
2.4- VARIÁVEL MANIPULADA – Variável ou grandeza física que tem ação de alterar ou interferir na variável controlada ou grandeza de saída , através de dispositivos intermediários de controle ou por interdependência física ou química entre elas.
ex: No forno , a potência entregue aos resistores de aquecimento altera a temperatura interna.
2.5- VARIÁVEL CONTROLADA – Variável ou grandeza física que se deseja controlar ou manter dentro de certos limites para o perfeito funcionamento do sistema. Também chamada de variável do processo.
ex: Todo o sistema acima tem a função de controlar a temperatura interna do forno.
2.6- DISTÚRBIO – Alteração ou mudança em uma ou mais variáveis físicas do sistema que provoca alteração na variável controlada. Pode ser uma alteração previsível em qualquer grandeza inerente ao processo ou uma interferência extra não prevista.
ex: abrir , subitamente , a porta do forno , ou a queima de um dos resistores de aquecimento.
2.7- SET POINT - Valor desejado da variável controlada. Quase sempre é um valor ajustado na variável de controle e não na variável de processo , apesar de ser indicado como uma grandeza de processo. Pode ser ajustado manualmente por potenciômetro acessível ao operador ou vir fixado pelo fabricante ou ser alterado automaticamente.
ex: no forno , a temperatura pode ser ajustada manualmente para cada tipo de material a ser queimado , ou fixada em um valor único para qualquer material , ou ajustada automaticamente se houver algum dispositivo que reconheça qual material foi inserido nele e que possa enviar essa informação ao sistema de controle.
2.8- INSTRUMENTO: equipamento eletrônico que manipula sinais elétricos que representam grandezas físicas. Normalmente tem uma entrada de leitura de dados, que é um transdutor, a interface entre o mundo e o instrumento, urna parte que faz o processamento do sinal propriamente dito e urna saída de dados, o terminal que é urna outra interface entre o sistema e o ser humano. Os instrumentos medem, controlam, atuam, monitoram, transferem ou registram informações úteis relativamente a eventos naturais ou tecnológicos. Por instrumento podemos entender de voltímetros até analisadores digitais de espectro, desde computadores até robôs.
2.9- INSTRUMENTAÇÃO: conjunto de técnicas para o projeto de desenvolvimento e construção de equipamentos eletrônicos.
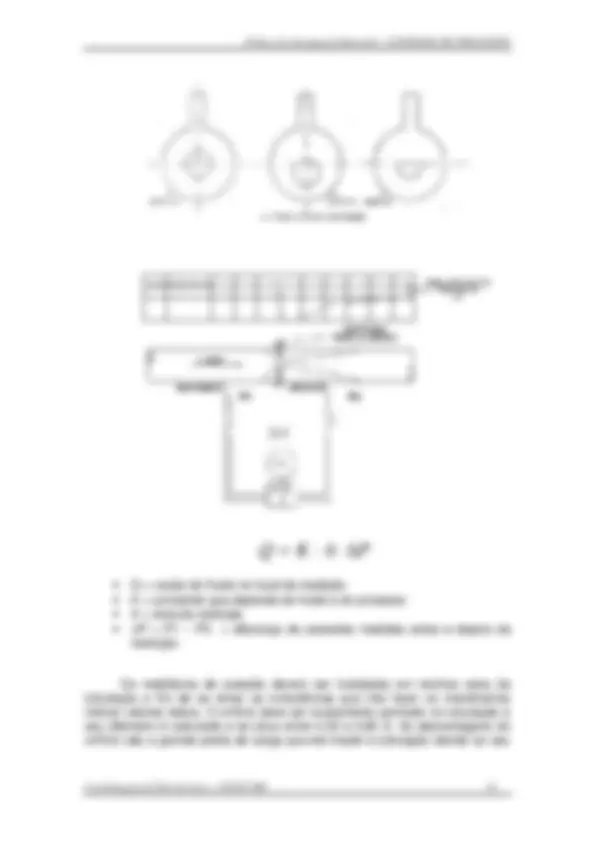
2.10- CONTROLE EM MALHA ABERTA – Tipo de controle no qual apenas a variável de controle altera a variável de saída, por simples relação matemática ou física. Não há nenhum tipo de correção automática na variável de saída e ela somente será alterada se houver alguma variação (intencional ou não) no processo ou na variável de controle.
Exemplo:
O circuito eletrônico recebe um sinal proveniente do potenciômetro e varia a potência entregue aos resistores. Se não houver nenhuma alteração no valor ajustado do potenciômetro , a potência entregue aos resistores e o calor
Exemplo:
Neste caso de malha fechada, enquanto a temperatura interna do forno estiver exatamente igual ao valor desejado, o comparador estará enviando um sinal = ZERO e o dispositivo de controle manterá seu ajuste anterior. Caso, por exemplo, a temperatura diminua , a entrada [ - ] do comparador terá seu valor reduzido, fazendo com que a saída aumente ( porque a saída do comparador é o resultado de uma subtração. Se o termo negativo diminuir , o resultado da operação aritmética será maior ). Com isso, a variável de controle terá um incremento em seu valor, fazendo com que o dispositivo de controle aumente o valor da potência entregue aos resistores de aquecimento, aumentando o calor gerado e compensando o evento que causou a diminuição da temperatura. Este sistema é auto controlado e não será necessária nenhuma intervenção externa do operador , a menos que se deseje outro ajuste.
3- Introdução à Instrumentação Industrial
Instrumentação Industrial é a aplicação de Instrumentos especiais com funções específicas no controle automático de processos industriais.
Para cada variável de um processo industrial, podemos utilizar um ou mais Instrumentos para executar funções como:
- Transmitir
- Registrar
- Indicar
- Controlar
- Analisar
A Instrumentação Industrial é a principal aplicação dos conceitos de regulação automática nos processos industriais. Através dos instrumentos e dispositivos automáticos podemos controlar as diversas variáveis físicas e químicas existentes nos processos industriais
3.1- Características Gerais dos Instrumentos
Os instrumentos de controle empregados na indústria de processos, tais como: química, petroquímica, alimentícia, metalúrgica, têxtil, papel, etc., tem sua própria terminologia. Os termos empregados definem as características próprias de medida e de controle, bem como as características estáticas e dinâmicas dos diversos instrumentos utilizados. A terminologia empregada foi unificada com objetivo de os fabricantes, os usuários e os organismos ou entidades que atuam direta ou indiretamente no campo da Instrumentação Industrial utilizem a mesma linguagem. As definições dos termos empregados se relacionam com as normas estabelecidas pela SAMA (Scientific Apparatus Markers Association) em sua norma PMC 20, e que são abordadas a seguir:
a) Faixa de medida [RANGE]
Conjunto de valores que estão compreendidos dentro dos limites inferior e superior da capacidade de medida, ou de indicação do instrumento. É expressada estabelecendo-se os dois valores extremos.
RANGE = Vi a Vs
onde: Vi => Valor inferior da faixa. Vs => Valor superior da faixa.
Por exemplo: a faixa, ou Range de medida do instrumento de temperatura da planta de Temperatura didática é de: RANGE = 30 A 80 0 C
b) Alcance [SPAN]
É a diferença algébrica entre os valores superior e inferior da faixa de medida, ou de indicação, ou de transmissão do instrumento.
SPAN = Vs - vi
Exemplo: precisão de ±1% de 150 0 C, quer dizer ±1,5 0 C;
4 a) Em porcentagem do valor máximo da faixa de medida
Exemplo: precisão de ±0,5% de 300 0 C, isto é ±1,5^0 C
5 a) Em porcentagem do tamanho da escala.
Exemplo: se o tamanho da escala de indicação do instrumento é de 150 mm, a precisão de ±0,5% representará ±0,75% mm na mesma.
A precisão varia em cada ponto da faixa de medida do instrumento, mas certos fabricantes à especificam para toda a faixa e às vezes dão a precisão para algumas zonas da escala. Por exemplo: um manômetro pode ter uma precisão de ±1% em toda a escala, e ±0,5% na zona central. Quando se deseja obter a máxima precisão do instrumento em um ponto determinado de trabalho de escala, pode-se calibrar o equipamento unicamente para este ponto sem considerar os valores restantes da faixa de medida. Exemplo: um termômetro de 0 a 150 0 C e de ±1% de precisão situado em um banho de temperatura constante a 80 0 C, poderá ser calibrado neste valor, de modo que a sua precisão neste ponto de trabalho será a máxima que se pode obter. É claro que para os valores restantes, em particular os correspondentes aos extremos da escala, a precisão excederá os ±1%.
e) Zona Morta [DEAD ZONE ou DEAD BAND]
É uma pequena faixa de valores da variável medida que não faz variar a indicação ou sinal de saída do instrumento , ou seja, que não produz uma variação na resposta. É dada em porcentagem do Span de medida. Por exemplo: no instrumento da figura - 1, para um valor de zona morta de ±0,1% do Span de medida, a variável poderá alterar de até ±0,2 0 C, sem que o instrumento apresente uma mudança na sua saída.
f) Sensibilidade [SENSITIVITY]
É a relação entre o incremento de indicação ou do sinal de saída do instrumento e o incremento da variável medida que o ocasionou, depois de se ter alcançado o estado de repouso. É dada em porcentagem da faixa de medida. Não se deve confundir sensibilidade com zona morta.
g) Repetibilidade [ REPEATABILITY]
A repetibilidade é a capacidade da reprodução da indicação ou do sinal de transmissão de um instrumento ao se medir repetidamente valores idênticos da variável, nas mesmas condições de serviço e no mesmo sentido de variação. Considera-se em geral a diferença máxima encontrada e expressa-se em porcentagem da faixa.
h) Rangebilidade [RANGEABILITY]
É a capacidade que um dado instrumento apresenta de possibilitar a alteração continua de sua calibração para diferentes faixas. É definida através de uma relação (razão máxima) que diz o quanto se pode aumentar o Span de calibração do instrumento. Por exemplo: para transmissores eletrônicos analógicos a rangebilidade é por volta de 6:1 e para transmissores eletrônicos digitais de última geração a mesma é de aproximadamente 20:1. Vejamos em valores de variável de processo: para um certo transmissor eletrônico analógico de pressão com rangebilidade de 6:1, a menor faixa (Range) de calibração é de 0 a 10" de Hg e a máxima, para a dada rangebilidade, 0 a 60"de Hg. Agora para o transmissor eletrônico digital, a menor faixa (Range) é também de 0 a 10" de Hg, mas a maior faixa de calibração possível neste caso é de 0 a 200" de Hg.
i) Linearidade [LINEARITY]
É a capacidade de um instrumento ter a sua curva de resposta aproximada à uma curva de calibração ideal.
j) Elevação de zero [ZERO ELEVATION]
É a quantidade que o valor inferior da faixa de calibração de um instrumento é menor que o valor zero da variável medida. Pode-se representar em unidades da variável medida ou em porcentagem do Span de calibração.
k) Supressão de zero [ZERO SUPRESSION]
É a quantidade que o valor inferior da faixa de calibração de um instrumento é maior que o valor zero da variável medida. Pode-se representar em unidades da variável medida ou em porcentagem do Span de calibração.
! Outras terminologias utilizadas nas especificações dos instrumentos:
É a variação no sinal de saída detectada em um período determinado de tempo, mesmo que se mantenham constantes a variável medida e todas as condições ambientais. Existem dois tipos de deriva: deriva de zero (variação no sinal de saída para o valor zero da medida, atribuível a qualquer causa interna) e a deriva térmica de zero (variação no sinal de saída devido aos efeitos da temperatura). A deriva é representada usualmente em porcentagem do sinal de saída da escala total, à temperatura ambiente, por unidade ou por intervalo de variação da temperatura. Por exemplo: a deriva térmica de zero de um instrumento em condições de temperatura ambiente durante 1 mês, foi de 0,2% da faixa de medição.
importante ressaltar que quando o erro de angularidade é inerente ao equipamento, é praticamente impossível a sua eliminação através da calibração, devendo portanto haver uma observação cuidadosa durante o projeto desse equipamento e a sua posterior aplicação.
3.3- Codificação para Instrumentos e Dispositivos de Controle
Todos os equipamentos utilizados em instrumentação industrial são codificados segundo a Norma ISA S 5.1 ( Instrument Society of America ) e esse código que é associado à identificação do local e do número da malha de controle tem o nome de TAG ( rótulo ) do instrumento. Cada instrumento do sistema tem um TAG diferente, seja pela função, pela localização ou pela malha a que pertence.
1ª LETRA 2ª LETRA
3ª LETRA OU LETRA SUBSEQUENTES VARIÁVEL FUNÇÃO MODIFICADORA A ANÁLISE ALARME ALARME B CHAMA/QUEIMADOR - - C CONDUTIVIDADE CONTROLADOR CONTROLADOR D DENSIDADE/DAMPER DIFERENCIAL - E TENSÃO ELEMENTO PRIMÁRIO - F FLUXO RELAÇAO/POLARI- ZAÇÃO
RELAÇAO/POLA- RIZAÇÃO G CALIBRAÇÃO VISOR/VIDRO - H MANUAL - ALTO I CORRENTE INDICADOR INDICADOR J POTÊNCIA VARREDURA - K TEMPO ESTAÇÃO DE CONTROLE
L NÍVEL LÂMPADA PILOTO BAIXO M UMIDADE / MASSA - MÉDIO / INTERMEDIÁRIO N - - - O - OPERADOR / ORIFÍCIO - P PRESSÃO PONTO DE TESTE - Q QUANTIDADE TOTALIZADOR - R RADIAÇÃO REGISTRADOR REGISTRADOR S VELOCIDADE/FRE- QUÊNCIA
CHAVE / SEGURANÇA CHAVE
T TEMPERATURA TRANSMISSOR TRANSMISSOR U VARIÁVEL OU MULTIPONTO
MULTIFUNÇÃO MULTIFUNÇÃO
V VIBRAÇÃO VÁLVULA VÁLVULA W PESO PONTA DE PROVA - X EIXO X ESPECIAL ESPECIAL Y EIXO Y RELÉ / COMPUTADOR RELÉ / COMPUTADOR Z POSIÇÃO OU EIXO Z DAMPER A 1ª letra indica a variável que o instrumento manipula, a 2ª letra tem a função de completar a informação anterior. A 3ª letra indica a ação do instrumento (ativa para controlador / transmissor, etc., ou passiva para indicador / lâmpada / alarme / totalização, etc. ).
Neste grupo ainda pode haver outras letras adicionais para funções auxiliares como contatos de alta, de baixa, etc., num máximo de 6 letras, ao todo.
3.3.1- Simbologia de Representação de Conexões entre Instrumentos
LOCALIZAÇÃO
TIPO
LOCALIZAÇÃO PRINCIPAL NORMALMENTE ACESSÍVEL AO OPERADOR
MONTADO NO CAMPO
LOCALIZAÇÃO AUXILIAR NORMALMENTE ACESSÍVEL AO OPERADOR
LOCALIZAÇAO AUXILIAR NORMALMENTE INACESSÍVEL AO OPERADOR
INSTRUMEN- TO DISCRETO
INSTRUMEN- TO COMPARTI- LHADO
COMPUTA- DOR DE PROCESSO
CONTROLA- DOR PROGRAMÁ- VEL
3.3.2- Simbologia para Funções
4- Elementos das Malhas
4.1- Transdutores
Transdutores são instrumentos de conversão de grandezas físicas de diferentes naturezas. Os transdutores de uso mais comum transformam grandezas físicas em sinais elétricos equivalentes. O processo de transdução nem sempre se dá de maneira ideal, ou seja, nem sempre é linear uma grandeza elétrica ao seu equivalente mecânico. Em regra, ao processo de transdução segue-se uma operação de condicionamento do sinal elétrico obtido, seja para amplificá-lo a níveis de utilização prática, filtrá-lo, limpando-o de ruídos introduzidos no processo de transdução, ou ainda realizando uma amostragem instantânea do mesmo com o objetivo de disponibilizá-lo para diferentes processos de visualização e análise. A visualização ou monitoramento do sinal tem a finalidade de acompanhar o processo físico em desenvolvimento. A amostragem do sinal tem a finalidade da realização do registro histórico do mesmo ou ainda o fornecimento de informações para sistemas de análise ou de controle do
processo associado ao sinal. A cadeia de aquisição de sinais pode ser representada pelo esquema da figura a seguir:
O processo de transdução ideal, conforme dito, deve corresponder uma grandeza física a outra elétrica de forma unívoca e linear. Erros decorrentes da passagem do sinal pelos diferentes elementos da cadeia de aquisição entretanto fazem com que a leitura da grandeza elétrica esteja sempre dentro de certos limites de acurácia ou precisão. O limite de precisão de uma leitura no sistema de aquisição é definido em termos do desvio d , com relação a faixa de alcance ou “fundo de escala” da grandeza a ser monitorada. A figura a seguir ilustra o comportamento real dos sistemas de aquisição, comparado com a medida ideal.:
Limites de precisão de leitura em um sistema de aquisição de sinais
Os erros sistemáticos mais comuns associados ao processo de transdução podem ser resumidos pelos efeitos de imprecisão do ganho (calibração), desvio do zero, não linearidade e sensibilidade cruzada. A figura abaixo ilustra tais efeitos:
O zero do transmissor é representado pelo valor mínimo do sinal de entrada (1 atm, 50°C, 25 litros/s , etc.) e a saída é igual a 4 mA (se a saída for elétrica analógica em corrente). A linearização do sinal de saída é importante em transmissores que operam com sensores ou transdutores que apresentam sinal não linear , como os sensores de temperatura.
4.3- Sinais Analógicos
Os sinais analógicos padronizados mais utilizados são sinais pneumáticos e elétricos. Atualmente os sinais pneumáticos (3 a 15 psi) praticamente não são mais usados devido às dificuldades de manutenção, os sinais elétricos dominam as aplicações. Os principais padrões elétricos para transmissão de medições no padrão analógico são os seguintes:
a) TENSÃO: 0 a 10V, 1 a 10V, 0 a 5V ou 1 a 5V. b) CORRENTE: 0 a 20mA ou 4 a 20mA.
Os sinais que possuem o limite inferior com valores diferentes de zero são vantajosos sobre os que possuem início de escala nulo, isso devido à facilidade de detecção de problemas na fiação de transmissão que, se por ventura interromper, possibilita uma imediata diagnose, enquanto que os sinais que possuem início de escala em zero podem ter esta situação mascarada pela coincidência de valores nulos. Os sinais em tensão são preferidos na transmissão de informações em pequenas distâncias com fiação blindada, já que não podem transmitir sinais a grandes distâncias em virtude da queda de tensão; estes sinais são muito susceptíveis à interferência de campos magnéticos externos. Já os sinais em corrente podem transmitir informações a longas distâncias sem sofrer interferências externas, porém os transmissores de corrente são de custos mais elevados e podem apresentar problemas caso o circuito fique aberto.
4.4- Conversores
Normalmente utilizados em conjunto com sensores de temperatura do tipo termopar ou termoresistência (ou dentro deles), são necessários para transformar o pequeno sinal de tensão proveniente destes em valores de 4 a 20 mA porém não linearizados ou não normalizados. Há conversores de pressão para corrente (P/ I) ou inverso (I/ P). No conversor I/P ou eletro-pneumático, um sinal de corrente de 4 a 20 mA provoca uma saída proporcional pneumática, normalmente de 3 a 15 psi (libras/polegada 2 ).
4.4.1- somadores / subtratores
Utilizados para somar ou subtrair 02 ou mais valores de tensão 1 a 5V e apresentar saída de 1 a 5V conforme o resultado de uma expressão
matemática. A fórmula abaixo, como exemplo, permite determinar o valor do sinal de saída para 04 variáveis diferentes de entrada:
E 0 = N 1 ( E 1 – 1 ) – N 2 ( E 2 – 1 ) – N 3 ( E 3 – 1 ) – N 4 ( E 4 – 1 ) + K Onde :
- E 0 = valor de tensão do sinal de saída
- N 1 , N 2 , N 3 e N 4 = coeficientes selecionáveis para cada entrada , podendo variar de 0 a 1
- E 1 , E 2 , E 3 e E 4 = tensão em cada entrada diferente
- K = constante selecionável de 0 a 1
4.5 – Registradores
São instrumentos que marcam em papel os diversos valores de uma grandeza ao longo de um período de tempo que pode ser dia, hora, mês, etc. São úteis para acompanhamento ou verificação futura do comportamento da variável, desde que sejam selecionados convenientemente a velocidade do papel e os valores máximo e mínimo. Podem ter mais de 01 canal e, nesse caso, as penas de registro são superpostas e marcam o papel com cores diferentes para diferenciação. Há também registradores de jato de tinta e por papel foto sensível. Adicionalmente, podem ter saída de alarmes de valor máximo ou mínimo de cada variável, saída para outro instrumento, etc.
4.6- Atuadores
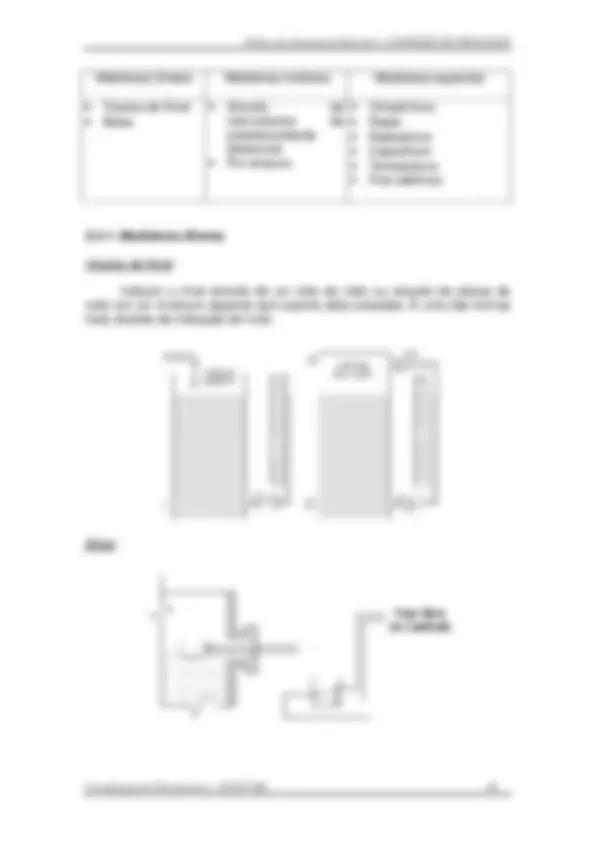
Válvula solenóide
Elemento eletromecânico para atuação de uma válvula ou pistão em um circuito pneumático ou hidráulico. Composto por uma bobina que quando acionada altera o fluxo de ar ou óleo de uma passagem para outra.
Representações: a – posição acionada: A
P R
R = orifício de retorno de ar ou de óleo P = orifício de pressão – entrada de ar comprimido ou de óleo A = orifício que se comunica ao cilindro pneumático ou hidráulico
Representam-se todas as passagens que estão abertas ou fechadas. A representação acima mostra uma válvula de 3 vias. O orifício R está fechado. A seta indica o sentido da passagem do fluido quando a válvula for acionada, no caso de P para A.