



1
Prof. Reynaldo Chile Palomino Dr Eng
Planejamento e Controle
da Capacidade








































Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
Planejamento Controle Capacidade
Tipologia: Notas de estudo
1 / 62

Esta página não é visível na pré-visualização
Não perca as partes importantes!
Definições de Capacidade:
Quantidade máxima de produtos ou serviços que podem ser obtidos por uma determinada unidade produtiva (fábrica, departamento, setor, armazém, loja, posto de atendimento, máquina) durante um certo período de tempo. (J.A Machuca 1994).
Limite superior ou teto de carga que uma unidade operacional pode suportar. A unidade operacional pode ser uma fábrica, um departamento, uma máquina, uma loja ou um funcionário. (Stevenson 2001).
Habilidade de um trabalhador, máquina, centro de trabalho, plano ou organização para apresentar determinado resultado por período de tempo (APICS).
a) Capacidade de Projeto (ou ideal) – representa o volume de output para o qual o equipamento foi projetado; a qual só pode ser atingida por uma instalação em condições ideais.
A capacidade refere-se frequentemente a um limite superior da quantidade produzida por unidade de tempo. Duas definições de capacidade máxima são importantes: Capacidade de projeto (ou capacidade pico) e capacidade efetiva.
Obs: quando a capacidade é medida somente em relação ao equipamento, a medida apropriada é a Capacidade Nominal.
Capacidade Nominal (CN): é uma avaliação da engenharia sobre a produção anual máxima, supondo uma operação contínua, exceto durante o período de manutenção e o tempo parado para consertos. É a capacidade máxima demonstrada pela máquina.
b) Capacidade Efetiva (CE) – representa o limite da produção real, o qual pode ser considerado como sendo a produção máxima possível que um processo ou uma empresa pode manter economicamente sob condições normais, considerando um mix de produtos, problemas de programação, manutenção periódica do equipamento, intervalo para refeições, balanceamento das operações, etc
Capacidade Efetiva = Capacidade prevista ou esperada (teórica)
Capacidade Efetiva = Utilização (%) x Capacidade de projeto
1) Utilização (U) - Tempo disponível máximo que se pode esperar de um centro de trabalho.
Total de horas disponíveis
Horas efetivamente trabalhadas Utilização = =^
Capacidade efetiva Capacidade de projeto
Exemplo 1 – A Panificadora “Pão Quente” produz pães para o café da manha. Sabe-se que a linha possui uma utilização de 80% de sua capacidade e opera com uma eficiência de 90%. Três linhas de processo são usadas para produzir os pães. As linhas operam 7 dias por semana em três turnos de 8 horas por dia. Cada linha foi projetada para processar 120 pães padrões (isto é, planejado) por hora. Qual é sua capacidade efetiva e disponível?
Horas disponíveis por linha = 7 dias/sem x 3 turnos x 8hrs/turno = 168 hrs/semana Produção projetada por linha = 168 hrs/sem x 120 pães = 20.160 pães/sem Capacidade de produção projetada total = 3 linhas x 20.160 pães/linha = 60. pães.
Capacidade disponível = (60.480)(0,80)(0,90) = 43.546 pães por semana
Capacidade disponível = capacidade de projeto x Utilização x eficiência
Solução
Logo: Capacidade efetiva = 0,80 x 60.480 = 48.384 pães por semana.
Exemplo 2 – Um linha de produção de veículos, foi projetado para produzir
50 caminhões por dia. Se se espera produzir 40 caminhões por dia,
determine a eficiência (E) e a utilização (U); sabendo que atualmente a linha
de produção está produzindo 36 caminhões por dia.
x 100 90% 40
36 E
x 100 Capacidade de projeto
Capacidade efetiva Utilização (%)
Solução
a)
b)
1) Medidas de Produção
São usadas quando a empresa produz apenas um único produto ou produtos homogêneos em grandes volumes.
Quando o mix de produtos torna-se excessiva, é necessário aplicar uma unidade agregada de capacidade , a qual deve permitir que os índices de produção dos vários produtos sejam convertidos para uma unidade comum de medição da produção. Exemplos:
2) Medidas de Insumos (ou medidas de capacidade de entrada)
São usadas quando a empresa produz diversos tipos de produtos de volume reduzido.
Controle da Capacidade
É o processo de administrar o resultado da produção comparando-o aos planos de capacidade e tomando ações corretivas quando necessário.
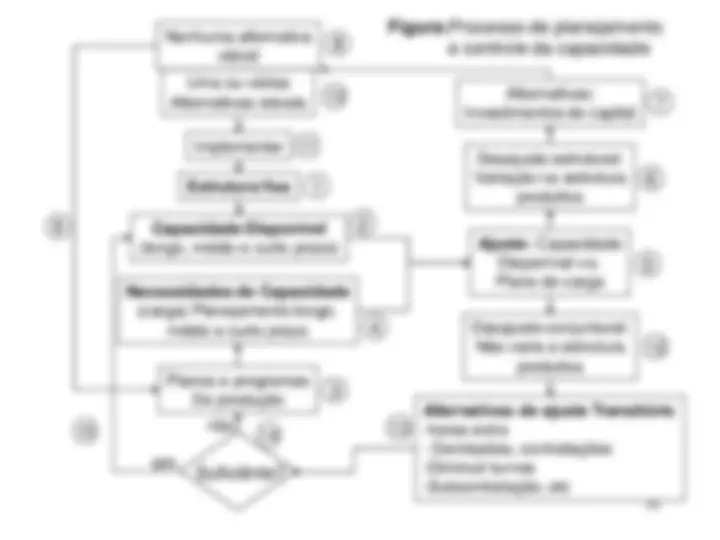
Nenhuma alternativa viável Uma ou várias Alternativas viáveis
Implementar
Estrutura fixa
Capacidade Disponível (longo, médio e curto prazo)
Necessidades de Capacidade (carga) Planejamento longo, médio e curto prazo
Planos e programas De produção
Alternativas: Investimentos de capital
Desajuste estrutural: Variação na estrutura produtiva
Ajuste: Capacidade Disponível v.s. Plano de carga
Desajuste conjuntural: Não varia a estrutura produtiva
Alternativas de ajuste Transitório -horas extra
Suficiênte?
1 2
3
4
5
6
7
8
9
10
11
12
15 não 14 13 sim
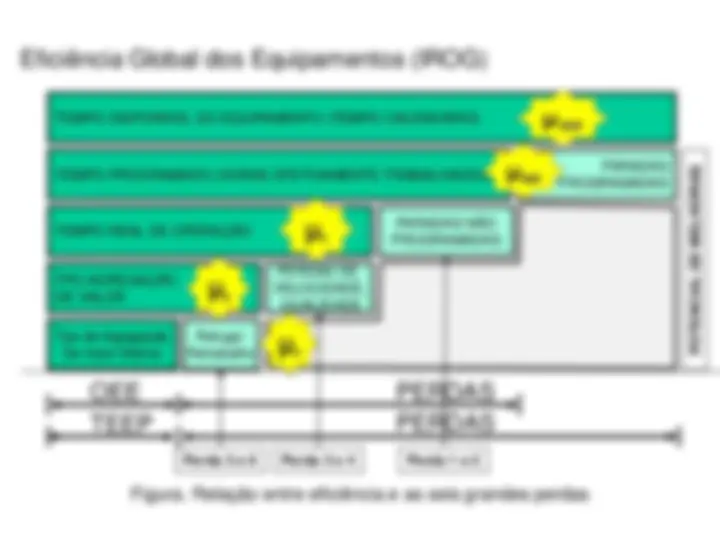
Figura: Processo de planejamento e controle da capacidade
Níveis de planejamento
a) Planejamento de necessidades dos recursos (Resource Requirements Planning -RRP)
Envolve exigências de recursos de capacidade a longo prazo e está diretamente ligado ao planejamento agregado da produção.
b) Planejamento aproximado da Capacidade (Rough-Cut Capacity Planning - RCCP)
Leva o plano de capacidade para o nível seguinte de detalhe (o PMP).
O propósito do RCCP é verificar a viabilidade do PMP, fazer advertências sobre gargalos e garantir a utilização dos centros de trabalho (CTs), bem como informar aos vendedores sobre as exigências de capacidade.
c) Planejamento das necessidades de capacidade (Capacity Requirements Planning - CRP)
Esta diretamente ligado ao MRP.
Como este tipo de planejamento enfoca as partes componentes, existe aqui um detalhamento maior em relação ao RCCP
Refere-se a pedidos individuais em centros de trabalho individuais, e calcula as exigências de carga e de mão-de-obra para cada período em cada CT.
Plano Agregado de Produção (PAP)
Plano Mestre de Produção (PMP)
Planejamento das Necessidades dos Materiais (MRP)
Planejamento das Necessidades dos Recursos (RRP)
Planejamento Inicial De Capacidade (RCCP)
Planejamento das Necessidades de Capacidade (CRP)
Controle da Atividade de Produção
Figura – Níveis de Planejamento
Plano
Controle/ implementação
Tempo Disponível (TD), Tempo Total (TT) ou Capacidade Produtiva (CP)
Representa o tempo disponível total utilizado na produção de bens num certo período, sem considerar nenhum tipo de paralisação. Num dia de trabalho corresponde a 24 horas. Este tempo pode ser expresso em horas por dia (hrs/dia), por semana (hrs/sem), horas por mês (hrs/mês), etc.
TD (ou CP) = Nº de máquinas x Nº de turnos x horas de trabalho por dia x
dias de trabalho por período de tempo TD = Nmáq x Ntur x hrs/dia x dias
Exemplo1:
Considere que um CT que possui três máquinas e opera em dois turnos de 8 horas cada, cinco dias por semana. Neste caso, o tempo disponível será:
TD = 3 x 2 x 8 x 5 = 240 horas/máquina por semana
Exemplo 2:
Uma empresa possui 3 funcionários que trabalham 9 horas por dia cinco dias por semana. Neste caso, o tempo disponível será:
TD = 3 x 9 x 5 = 135 horas/homem por semana
Tempo real de operação (TO) – ou Horas Efetivamente Trabalhadas (HET)
Nem todo o tempo disponível num CT é dedicado à produção. Podem ocorrer paradas de máquina, independentes da vontade do trabalhador, tais como: Quebra das máquinas ou falta de ferramentas, dispositivos, etc. Falta de material. Paradas para refeições, desvio de mão de obra, etc. Manutenção programada de máquinas – preventiva. Falta de energia. Ausência do operador no posto de trabalho para fazer exame periódico no posto de saúde, receber instruções do chefe, etc.
Sendo assim, o tempo realmente dedicado à produção considerando todas as paralisações (programadas e não-programadas) é dado por:
TO = Tempo disponível – Paradas TO = TD - P