Baixe Programação CNC: Comandos e Interpolação Circular e outras Esquemas em PDF para Atualidades, somente na Docsity!
E
Matéria-Prima Desenho
Operação da Máquina
Seleção de Ferramenta
Plano de Usinagem
Desenho de Usinagem
Medir a peça e aplicar a compensação nos corretores se necessário.
Seleção de condição de corte
Forma de fixação
Morsa / Dispositivo Fixação interna ou externa Sistema especial de fixação
Examine um eficiente método de usinagem.
Altere o desenho para o sistema de coordenadas absoluta. Isto é,sistema de coordenada da maquina
Tipos de Ferramenta de corte Numero de fermentas Tipo de cavaco
Determinar RPM Determinar Avanço Determinar Profundidade de Corte Determinar necessidade de refrigeração
Montagem em Ordem lógica, presset e zero peça
Presset de Ferramenta
Descrever percurso das ferramentas e movimentos da maquina de acordo com as especificações da maquina.
Digitação Cartão PCMCIA RS 232
Compare cada posicionamento com o exibido no comando e compare cada função ativa (M,S,T) com o processo em papel para checar o programa.
1- Pressione o botão PROGRAM CHECK. 2- Opere em modo SINGLE BLOCK. 3- Cancele todas as compensações. 4- Cheque a interferência entre usinagem e placa 5- Após o teste de programa, simular as primeiras peças em vazio.
Criação do processo em papel
Transmissão do programa
Teste do programa
ESTRUTURA DE PROGRAMA:
Programa de usinagem é composto por uma seqüência de blocos escritos um
após o outro. Ao escrever um programa, uma sintaxe particular deve ser seguida.
Como a estrutura do programa:
A. Programa começa com o número de programa.
B. Consistem em uma série de blocos - dimensionais e dados não-dimensional,
como avanço, velocidade,funções auxiliares e etc.
C. Programa termina com código de finalização.
Caracteres para o início do programa, precedem o primeiro bloco no programa da peça. Caracteres para o início do programa principal é dada pela letra "O" Para iniciar o programa 1 - O 0001 Para iniciar o programa 2 - O 0002 Início do programa também pode ser chamado como numero do programa. O número de programa é útil em identificação de um programa e chamada de programa. Similar ao programa principal, temos programa de sub-rotina. Programa de sub- rotina também é chamado de subprograma. Um subprograma pode conter uma seqüência fixa ou freqüentemente repetida. Caráter de início de um subprograma também é dada por "O" Para iniciar o subprograma 1 - O ... ... ... Para iniciar o subprograma 2 - O ... ... ... Código para o final do programa é gravado no último bloco do programa da peça. Código para o fim do programa principal é M02 ou M30. Código de final de subprograma é M Um subprograma também pode chamar outro subprograma de até dois níveis.
Sub-chamada do programa:
Exemplo: M98 P ...... ....... N º numero de ↑ ↑ Numero do subprograma. Repetição.
Subprograma é chamado repetidamente
FORMATO DO BLOCO
A sintaxe seguida para escrever um bloco de programa deve ser o mais simples possível. Um exemplo a seguir mostra a sintaxe do programa que pode ser seguido.
Exemplo do bloco:
N.. G.. X..Y.. Z.. F.. S.. T.. M.. ;
N0015 G00 X20. Z40. F0.3 S500 T1M03;
Número N - Endereço do bloco G - Função preparatória X, Z - eixos F - Avanço S - RPM T - Número da Ferramenta M - Função diversa ; - caractere de final de Bloco
PULAR BLOCO (BLOCK SKIP):
Blocos de programa que não precisam ser executados durante toda execução do programa pode ser ignorada pelo comando inserindo o caractere barra (/) na frente do número de seqüência com interruptor "BLOCK SKIP" na posição "ON".
Exemplo:
N0055 G00 X50. Z2.;
/ N0060 G01 Z-2.;
/ N0065 X40.;
/ N0070 G00 Z2.;
/ N0075 X50.;
Os Dados são informados ao sistema CNC na forma de programa de usinagem e é composto por um conjunto de códigos numéricos.
Códigos G são um entre esses códigos. Códigos G são também chamados como funções preparatórias.
Eles tomam parte ativa na execução de programas e da operação da máquina e são programados pela letra G seguida de dois dígitos como por exemplo: G02. Eles são sempre programados no início do bloco. Eles descrevem o tipo de movimento da máquina, o tipo de interpolação, tipo de dimensionamento, funções relacionadas com tempo e ativar determinadas condições de funcionamento dentro do controle.
A ação de códigos G ou é modal ou não modal.
Códigos G, uma vez programados, permanecerão ativos até que outro código G do mesmo grupo seja programado, depois é o anterior que fica cancelado, estes são chamados modais.
Código G que permanece ativo apenas no bloco em que está programado, é chamado não modal. Códigos G que estão ativos após ligar o comando ou resetar ou M02 ou M30 são chamados Comandos Ativos. Eles não precisam ser programados a menos que sejam substituídos por um código G do mesmo grupo.
Descrição de funções M
Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em um bloco de programa, porém apenas um comando M por bloco, caso contrário vai gerar um alarme de duplicidade de comando. Comandos de um mesmo grupo cancelam um ao outro. Assim o último comando M programado cancela o anterior do mesmo grupo.
- Os comandos a seguir descrevem os comandos M padrão. A possibilidade de executar estes comandos M depende do tipo de máquina
PROGRAMAÇÃO DOS CÓDIGOS G:
M15 Desliga óleo refrigerante + Rotação do Spindle Desliga simultaneamente coolante + RPM
M19 Parada orientada do Fuso Orientação do Spindle sempre na mesma posição, posição fixa para troca de ferramenta definida pelo fabricante
M30 fim de programa Fim de programa com retorno ao inicio do mesmo
M98 Chamada de subprograma Chamada de subprograma com endereço “P” (número do programa com 4 dígitos) poderá ser usado o comando “L” (Nº. repetições)
M99 Fim de subprograma Finaliza a chamada de subprograma
Funções Preparatórias
Código Descrição Classificação
G00 Posicionamento (avanço rápido)^ Standard
G01 Interpolação linear (avanço de corte) Standard
G02 Interpolação circular sentido horário / helicoidal sentido horário Standard
G03 Interpolação circular sentido anti-horário / heli. sentido anti-horário^ Standard
G04 Tempo de permanência (tempo de espera) Standard
G05 Leitura de Blocos à frente Opcional
G07.1 Interpolação Cilíndrica^ Opcional
G09 Parada exata^ Standard
G10 Entrada de dados programável Opcional
G11 Cancela entrada de dados programáveis Opcional
G15 Cancela coordenadas polar^ Standard
G16 Coordenadas polar Standard
G17 Seleção de pano XY Standard
G18 Seleção de plano ZX^ Standard
G19 Seleção de plano YZ^ Standard
G20 Coordenadas em polegada Standard
G21 Coordenadas em milímetros Standard
G27 Verificar retorno do ponto de referencia^ Standard
G28 Retorno para o ponto de referencia Standard
G29 Retorno do ponto de referencia Standard
G30 Retorno para o 2º,3º e 4º ponto de referencia^ Opcional
G31 Função de salto^ Opcional
G40 Cancelamento da compensação do raio da ferramenta Standard
G41 Compensação do raio da ferramenta para esquerda Standard
G42 Compensação do raio da ferramenta para direita^ Standard
G43 Compensação de comprimento da ferramenta no sentido positivo Standard
G44 Compensação do comprimento da ferramenta no sentido negativo Standard
G49 Cancela compensação do comprimento da ferramenta Standard
G91 Programação em incremental Standard
G92 Definição de sistema de coordenadas de trabalho Standard
G94 Avanço em m/min. Standard
G95 Avanço em mm/rot. Standard
G98 Retorno ao ponto inicial no ciclo de usinagem Standard
G99 Retorno ao ponto R no ciclo de usinagem Standard
Funções de Miscelânea
Código Descrição Classificação
M00 Parada de programa Standard
M01 Parada opcional Standard
M02 Final de programa Standard
M03 Rotação sentido horário Standard
M04 Rotação Sentido anti-horário Standard
M05 Parada do fuso principal Standard
M06 Troca de Ferramenta Standard
M08 Liga refrigeração Standard
M09 Desliga refrigeração Standard
M12 Contador de peças, Adição Standard
M13 M3 + M8 Standard
M14 M4 + M8 Opcional
M15 M5 + M9 Opcional
M19 Parada orientada do eixo arvore Standard
M28 Cancela modo de rosqueamento rígido Standard
M29 Ativa modo de rosqueamento rígido Standard
M30 Final de programa Standard
M31 Habilita Modo de manutenção do Magazine Standard
M32 Desabilita modo de manutenção do Magazine Standard
M35 Habilita orientação do fuso Standard
M47 Liga jato de refrigeração Opcional
M50 Refrigeração através do splinde Opcional
M53 Desliga espelho eixo Y Standard
M54 Liga espelho eixo Y Standard
M55 Desliga espelho eixo X Standard
M56 Liga espelho eixo X Standard
M60 Troca de Pallet Opcional
M61 Troca Pallet A Opcional
M62 Troca Pallet B Opcional
M79 Abrir porta do magazine Opcional
M80 Fechar porta do magazine Opcional
M90 Abrir porta automática Opcional
M91 Fechar porta automática Opcional
M98 Chamada de subprograma Standard
M99 Final de subprograma Standard
M300 Habilita movimento em G01 sem rotação do splinde Standard
M301 Desabilita movimento em G01 sem rotação do splinde Standard
M998 Modo de Manutenção Ligado Opcional
M999 Modo de Manutenção Desligado Opcional
8- O zero - peça em Y é dado por Y-R onde R é o raio da ferramenta 9- Para obter o zero peça em Z, toque a ponta da ferramenta na superfície da peça e anote o valor maquinado do eixo Z.
Agora o zero peça em Z= Z + comprimento da ferramenta ou Z apenas.
Os valores de zero peça de X, Y e Z agora pode ser digitado em qualquer dos
planos G54 até G59.
1- Pressione a tecla [OFFSET]
2- Pressione [WORK]
2- Mova o cursor para o campo Desejado
3- Digite a posição atual do eixo
4- Pressione [IMPUT] ou pressione [+IMPUT] para que o valor seja somado com o
anterior
Medição do comprimento da ferramenta – Presset
1- Mova a ferramenta em manual até tocar a peça ou uma superfície padrão
2- Pressione [POS] algumas vezes até aparecer [Reative]
3- Digite Z e o indicativo do eixo Z começara a piscar
4- Pressione [ORGIN] e o eixo será ressetado para zero
6- Selecione a ferramenta desejada
7- Mova a ferramenta até encostar na superfície zerada
8- Anote o valor referente ao eixo Z em [Relative]
9- Repetir o procedimento para cada ferramenta e anotar o valor correspondente
G00 – Posicionamento em avanço rápido
O comando G0 movimenta uma ferramenta até o ponto no sistema da peça especificado através de um comando absoluto ou incremental, a uma velocidade de deslocamento rápido.
- No comando absoluto é programado o valor das coordenadas do ponto final
- No comando incremental é programada a distância a ser percorrida.
G01 – Interpolação Linear
O comando G01 movimenta a ferramenta até um ponto especificado porém é necessário determinar o avanço deste movimento, especificando através do endereço “F” (Feed) , este avanço pode ser determinado de duas formas
utilizando o comando G94 o avanço será realizado em mm/min. e utilizando o comando G95 o avanço será em mm/rot.
Exemplo : G94 G01 Z-50. F500 mm/min. G95 G01 Z-50. F0.1 mm/rot. O comando G94 já estará ativo a partir do momento que ligar a máquina.
G02 – Interpolação Circular sentido horário
G03 – Interpolação Circular sentido anti-horário
O comando G02 e G03 movimenta a ferramenta até um ponto especificado, este tem a função de confeccionar raios, canais internos e externos, roscas através de inserto ou fresa com perfil da rosca, abertura de bolsão, ajuste de diâmetro interpolando com ferramentas em movimento circular etc.
Na linha de comando G02 podem ser usados os seguintes comandos X, Y, Z, I, J, K, R, F X, Y, Z = Coordenada final da interpolação I, J, K = Distância do ponto inicial da interpolação para o centro do arco (I=X, J=Y, K=Z)
G01/G00 X--- Y--- Z---; para aproximar do ponto inicial.
G02/G03 X--- Y--- Z---; ponto final
O raio de corte deve ser levado em consideração.
G01 X25 Y50 F
G02 X225 Y50 R
Ou
G01 X225 Y50 F
G02 X25 Y50 I-
Se a interpolação circular for feita no plano X-Y,
Então G17 será executado. Plano X-Y.
G0/G1 X--- Y--- (ponto inicial)
G17 G02 (ou G03) X---Y--- I,J ou R (ponto final)
Se a interpolação circular for feita no plano X-Z
Então G18 será executado. Plano X-Z.
G0/G1 X--- Z--- (ponto inicial)
G18 G02 (ou G03) X--- Z--- I, K ou R (ponto final)
Se a interpolação circular for feita no plano Y-Z
Então G18 será executado. Plano Y-Z
G0/G1 Y--- Z--- (ponto inicial)
G18 G02 (ou G03) Y--- Z--- J, K ou R (ponto final)
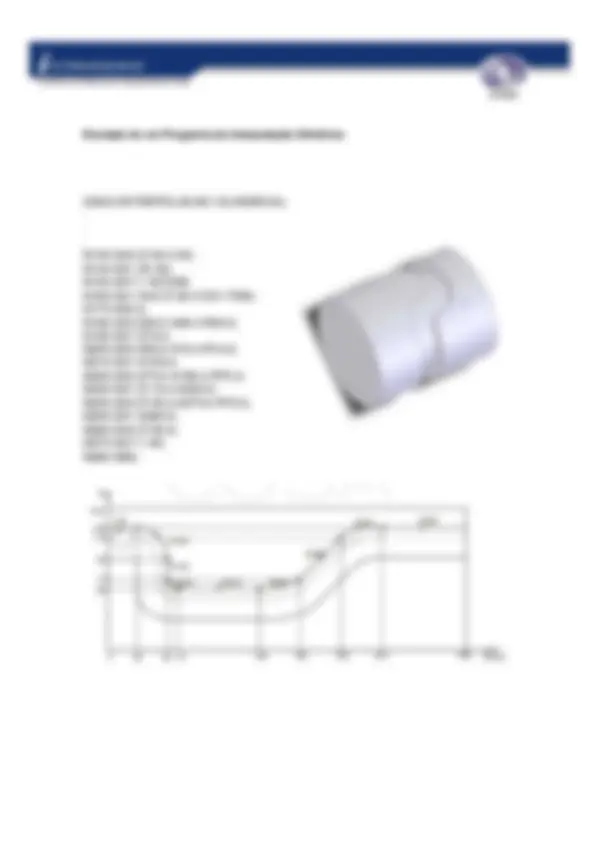
Nota: Em alguns casos especiais onde de temos de usinar um perfil circular no
plano X-Z ou Y-Z num centro de usinagem vertical. Em tais casos um perfil
perfeito não pode ser usinado com ferramentas no plano vertical. Portanto, um
ângulo diferente é usado no centro de usinagem quando tal caso surja.
Comando Descrição
G17 seleção do plano XY
G18 seleção do plano XZ
G19 seleção do planoYZ
G02 interpolação circular sentido horário
G03 interpolação circular sentido anti-horário
I distancia do ponto inicial do arco no eixo X com sinal
J distancia do ponto inicial do arco no eixo Y com sinal
K distância do ponto inicial do arco no eixo Z com sinal
R raio do arco (+ para arcos <180º)
(- para arcos 360º<0> 180º)
Para circulo completo somente I & J deve ser programado.
Sinais
Distância do ponto inicial para o centro do arco. O centro do arco é especificado
pelos endereços I, J & K para os eixos X, Y & Z respectivamente. O valor
numérico seguinte I, J & K é um componente do vetor e é sempre especificado
como um valor incremental independente de G90 & G91 usado.
Se a ferramenta move na direção positiva enquanto vai do inicio para ponto
central, então I, J & K será positivo. Se a ferramenta move na direção negativa
enquanto vai do inicio para o ponto central, então I, J & K será negativo.