Baixe Interpolação Circular: Usando Ponto Final e Centro do Arco e outras Notas de aula em PDF para Matemática, somente na Docsity!
Programação de Centro de Usinagem - CNC
SENAI- SP, 2002
Trabalho elaborado pela Escola SENAI Roberto Simonsen do Departamento Regional de São Paulo.
Coordenação Geral Dionisio Pretel
Coordenação Laur Scalzaretto Nivaldo Ferrari
Organização Boanerges Lombardi
Editoração Écio Gomes Lemos da Silva Silvio Audi
Escola SENAI Roberto Simonsen Rua Monsenhor Andrade, 298 – Brás CEP 03008-000 - São Paulo, SP Tel. 011 33 22-50 00 Fax. 011 33 22-50 29 E-mail: [email protected] Home page: http://www.sp.senai.br
NoÁıes de programaÁ„o
Todo programa de uma m·quina a Comando NumÈrico e uma seq¸Íncia lÛgica de informaÁıes, escolhidas criteriosamente pelo programador, cuja finalidade È obter movimentos da m·quina, e assim, produzir uma ou mais peÁas. Inicialmente o programador deve estar munido do desenho da peÁa a ser confeccionada, assim como dever· conhecer o tipo de material a ser usinado, graus de acabamentos, toler‚ncias e outras particularidades da peÁa.
Desse modo, e sendo definido o mÈtodo ideal da seq¸Íncia da usinagem, o programador escolher· as informaÁıes necess·rias a m·quina o que dever· ser executado.
Partes de um programa
- funÁ„o seq¸encial de blocos N
- funÁ„o preparatÛria G
- funÁ„o de posicionamento X, Y, Z
- funÁ„o dos eixos auxiliares I, J, K
- funÁ„o do avanÁo F
- funÁ„o da RPM S
- funÁ„o auxiliar para troca de ferramenta T
- funÁ„o para correÁ„o da ferramenta D
- funÁ„o do piano de referÍncia auxiliar R
- funÁ„o compensaÁ„o do reio da ferramenta P
- funÁ„o sub-rotina L
- funÁ„o miscel‚nea M
FunÁ„o da RPM FunÁ„o: S Formato: N„o estabelecido, em funÁ„o do motor da m·quina. AplicaÁ„o: rotaÁ„o de ferramenta.
FunÁ„o auxiliar para troca de ferramentas FunÁ„o: T Formato: T2 (formado pela letra T, seguido de dois dÌgitos). AplicaÁ„o: troca de ferramenta.
FunÁ„o para correÁ„o da ferramenta FunÁ„o: D Formato: Estabelecido conforme capacidade da unidade de comando. AplicaÁ„o: informar valores de raios e comprimentos das ferramentas. Obs.: usar no m·ximo D199.
FunÁ„o de referÍncia auxiliar FunÁ„o: R Formato: R2 (formado pela letra R, seguida de dois dÌgitos). AplicaÁ„o: utilizado em ciclos repetitivos de sub-rotinas tais como furaÁ„o, rosqueamentos, alargamentos, etc.
FunÁ„o compensaÁ„o do raio da ferramenta FunÁ„o: P InserÁ„o de reios e chanfros. AplicaÁ„o: usar quando a ferramenta usina contornos na peÁa executando automaticamente raios e chanfros na peÁa. Obs.: P ñ negativo ñ quebrar cantos a 45. P + positivo executar raio
FunÁ„o sub-rotina FunÁ„o: L Formato: L4 (formado pela letra L, seguida de quatro dÌgitos) AplicaÁ„o: ciclos repetitivos Obs: Os dois primeiros dÌgitos indicam o n∫ da sub-rotina, os dois ˙ltimos, o n∫ de passagens.
FunÁ„o miscel‚nea FunÁ„o: M Formato: M2 (formado pela letra M, seguida de dois dÌgitos) AplicaÁ„o: funÁıes miscel‚neas ou auxiliares.
Porta ferramenta ñ luva de extens„o 4
Z Posicionamento da ferramenta I Eixo auxiliar // a x J Eixo auxiliar // a y K Eixo auxiliar // a z F AvanÁos S RotaÁıes (vide tabela anterior) T T01 a T99 Troca de ferramenta D D01 a D199 CorreÁ„o da ferramenta R Plano de referencia auxiliar P InserÁ„o autom·tica de chanfros e raios L Sub-rotina M M M M M M M M M M M M M
Miscel‚neas Parada do programa Fim de programa sem retrocesso Liga fuso sentido hor·rio Liga fuso sentido-hor·rio Para eixo ·rvore Troca de ferramentas (p/ sub-rotina) Liga refrigerante Desliga refrigerante Fim de sub-rotina Sentido anti-hor·rio do magazine Fim do programa com retrocesso Desliga eixo ·rvore e para refrigerante % - Chamada de programa
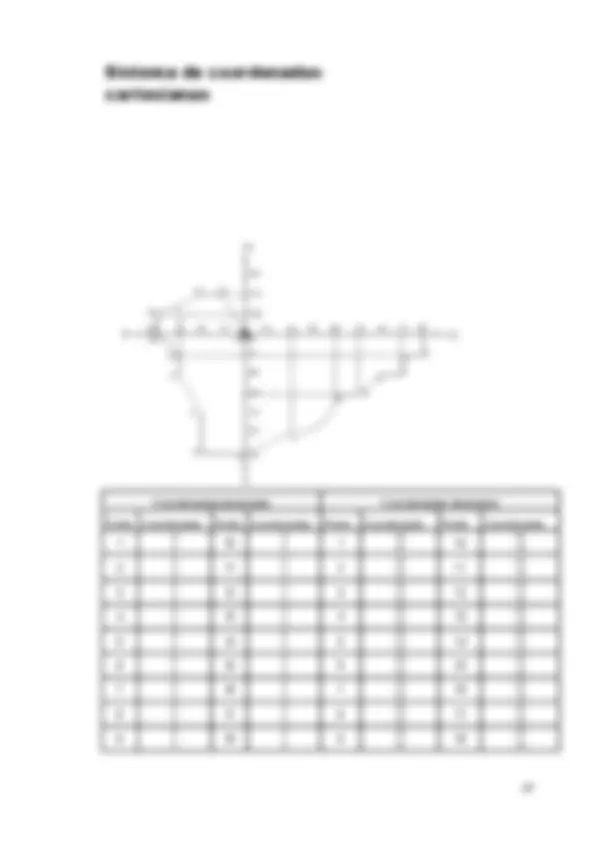
Sistema de coordenadas X-Y-Z
Conceito Trata-se de um sistema de coordenadas ortogonal utilizado para representar sÛlidos no espaÁo.
Coment·rio Esse sistema È composto por trÍs eixos perpendiculares entre si designadas pelas seguintes letras: X Y Z
A norma DIN66217 padroniza a nomenclatura relativa aos eixos: X, Y ,Z, conforme mostra a figura, e È conhecida tambÈm como ìregra da m„o direitaî.
Planos de trabalho
Conceito Os planos de trabalhos s„o aqueles formados pelos eixos do sistema de coordenadas ortogonal: X, Y, Z.
IlustraÁ„o
Exemplos de localizaÁ„o dos sistemas de coordenadas de m·quinas
Coment·rio S„o usados os seguintes planos de trabalho: X/Y X/Z Y/Z
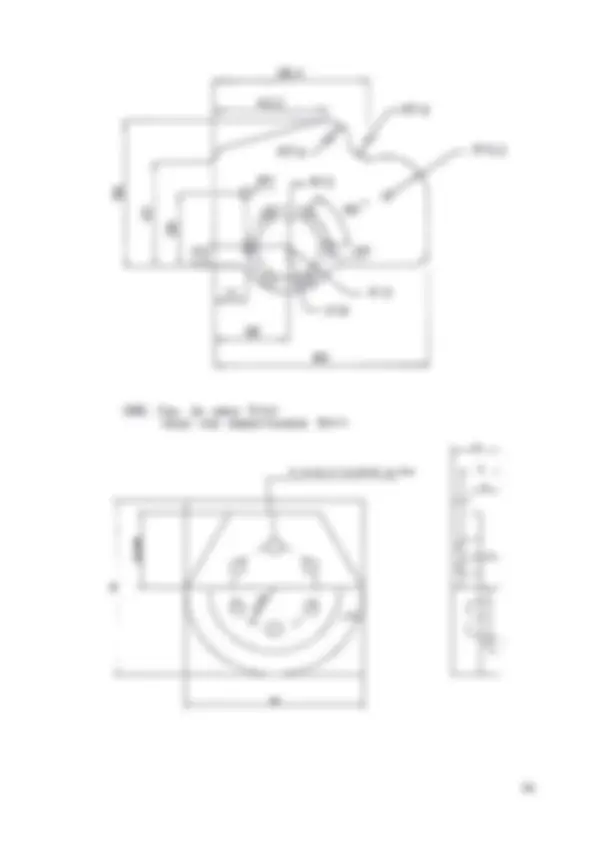
CompensaÁ„o da ferramenta (G40 - G41 - G42)
Na figura abaixo, para usinar a peÁa A usando uma ferramenta de raio R, a trajetÛria da ferramenta deve ser a indicada por B, a qual est· deslocada uma dist‚ncia R do perfil A.
Esta situaÁ„o na qual a ferramenta est· deslocada em referÍncia ao contorno da peÁa, se denomina compensaÁ„o.
Mediante a funÁ„o de compensaÁ„o da ferramenta, o comando calcula a trajetÛria B que deve percorrer o centro da ferramenta para obter o perfil de usinagem A. Para isto deve ser introduzido o valor do raio da ferramenta no CNC e indicar se a ferramenta vai ser deslocada ao lado esquerdo ou ao lado direito da peÁa.
G40 ñ Cancela compensaÁ„o de raio Este comando cancela a compensaÁ„o de raio da ferramenta, ou seja, cancela os comandos G41 e G42.
G54/55/56/57 ñ Deslocamento de origem (DO) ajust·vel (G È a posiÁ„o b·sica do 8∫ grupo) Os valores para o deslocamento de origem de cada eixo s„o introduzidos no comando manualmente, atravÈs do painel de operaÁ„o.
O c·lculo È executado para o ponto final do bloco em coordenadas absolutas e incrementais (G91) È considerada uma alteraÁ„o do deslocamento de origem
Exemplo: MudanÁa de G54 para G55 em um bloco de coordenadas incrementais. A diferenÁa que ocorre entre DO (G55) e DO (G54) È incluÌda no c·lculo.
Podem ser selecionados 4 deslocamentos de origem ajust·veis para os eixos individuais.
Um deslocamento de origem aditivo externo emitido pela interface (compensaÁ„o adicional ext.) È P. ex. adicionado ao valor da memÛria de DO selecionada atravÈs de G54 e igualmente a um DO eventualmente programado. O resultado corresponde ao deslocamento de origem total.
G59 ñ Deslocamento de origem aditivo program·vel Com G59 pode ser programado sob os endereÁos X, Y, Z ou 4∫ eixo (quando eixo principal), um deslocamento de origem adicional. Os valores programados s„o adicionados por ocasi„o do c·lculo de incremento, aos valores do deslocamento de origem ajust·vel e da compensaÁ„o.
Deslocamento de origem ajust·vel: Valores de entrada: XMP1 = 0 ZMP1 = 500
Deslocamento de origem aditivo program·vel: Valores de entrada: XMP2 = 600 ZMP2 = 600
Deslocamento de origem total XMP = 600 XMP = 1100
Exemplo de aplicaÁ„o
O contorno foi programado exclusivamente em coordenadas absolutas. Para alcanÁar uma dimens„o excedente para acabamento, todo o contorno pode ser deslocado atravÈs de um deslocamento de zero program·vel (aditivo) na coordenada Y.
SeleÁ„o (introduÁ„o do valor) Supress„o (cancelamento do valor)
Deslocamento de origem Program·vel, P. ex. em Y
N.. G59 Y... LF
N.. G59 Y0. LF
CondiÁıes de trajetÛria
As condiÁıes de trajetÛria descrevem o tipo de movimento de carro, tipo de interpolaÁ„o, tipo de mediÁ„o, a influÍncia temporal, e ativam determinados estados de operaÁ„o do comando.
As condiÁıes de trajetÛria s„o divididas nos grupos G1 a G (vide cÛdigo de programa).
Em cada bloco de programa deve se encontrar somente uma condiÁ„o de trajetÛria de cada um dos 14 grupos; caso contr·rio ser· v·lido o ˙ltimo valor programado deste grupo.
As posiÁıes b·sicas vigoram apÛs ligaÁ„o de comando, reset ou fim de programa. Elas n„o precisam ser programadas.
CondiÁıes de trajetÛria auto-retidas somente podem ser modificadas atravÈs de palavras do mesmo grupo. Portanto, elas se mantÍm em vigor atÈ que seja selecionado um outro cÛdigo do mesmo grupo.
G90/G91 ñ ProgramaÁ„o em coordenadas absolutas e coordenadas incrementais
Entrada em coordenadas absolutas G90 (posiÁ„o b·sica do 12∫ grupo G) Com a entrada em coordenadas absolutas, todas as entradas de dimensıes se referem a um ponto de origem fixo da peÁa. O valor numÈrico da informaÁ„o de trajetÛria fornece a posiÁ„o objetivo no sistema de coordenadas.
Entrada em coordenadas incrementais G No caso de coordenadas incrementais, a dimens„o programada corresponde ‡ trajetÛria a ser percorrida. Por este motivo, s„o usados tambÈm os termos ìdimensıes encadeadasî ou ìentrada de dimensıes encadeadasî.
O valor numÈrico da informaÁ„o de trajetÛria indica qual a dist‚ncia a ser percorrida para alcanÁar a posiÁ„o objetivo.
Coordenadas incrementais s„o utilizadas preferencialmente para subrotinas.
Um deslocamento de origem È sempre incluÌdo no c·lculo, tanto na programaÁ„o em coordenadas absolutas como em coordenadas incrementais.
G00 ñ AvanÁo r·pido A trajetÛria programada em um bloco com G00 È percorrida com a velocidade mais r·pida possÌvel, o avanÁo r·pido sobre uma reta. Enquanto isto, o comando supervisiona os eixos , para que em nenhum deles seja ultrapassada a m·xima velocidade permissÌvel (dados da m·quina).
A condiÁ„o de trajetÛria avanÁo r·pido (G00) contÈm automaticamente a parada com precis„o.
Quando se programa G00, o valor de avanÁo programado È mantido, e passa a vigorar novamente p. ex. com G01. Zp = origem da peÁa (zero peÁa) Entrada em coordenadas incrementais N... G00 G91 X40. Y30. LF
- A ferramenta se move de P1 para P Entrada em coordenadas absolutas N... G00 G90 X60. Y40. LF
- A ferramenta se move de P1 para P