



TAMPAS PLÁSTICAS
SENAI








































Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
Curso Tampas Plásticas
Tipologia: Notas de estudo
1 / 63

Esta página não é visível na pré-visualização
Não perca as partes importantes!
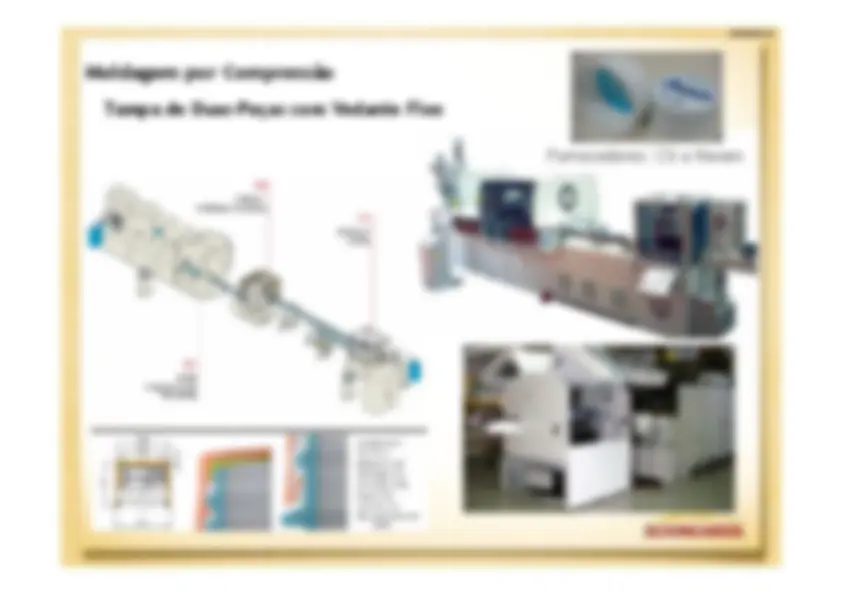
Moldagem por Compressão Fornecedores: CSI e Rexam
Moldagem por Compressão 1 - Colocação do Pellet2 - Elevação da Cavidade3- Moldagem4 - Esfriamento5 - Abertura do Molde6 - Ejeção da Tampa Resina FundidaPelletTampa
Moldagem por Compressão A importância do correto funcionamento dabanda de garantia, faz com que a Cortadoraseja uma Máquina muito importante. AsTampa são cortadas em altíssima precisão evelocidade (2100pçs/min).
Moldagem por Compressão A necessidade de um desenho maiscompacto das linhas de produçãomotivou o desenvolvimento de umasérie de Máquinas que realizam maisde uma função, como é o caso daDobra e Corte do Lacre.
Moldagem por Injeção Fornecedor: América Tampas
Fase 1:A Tampa épega pelaferramenta Fase 2:A Tampa éempurradacontra aferramentafixa. Fase 3:A Banda édobrada. Fase 4:A Tampa érejeitada. As Tampas de Plástico que apresentambandas tipo ‘abas’ ou ‘onduladas’precisam ser dobradas logo após amoldagem, com o objetivo de ter umaaplicação correta na Garrafa. Moldagem por Injeção
A necessidade de um desenho maiscompacto das linhas de produçãomotivou o desenvolvimento de umasérie de Máquinas que realizam maisde uma função, como é o caso daDobra e Corte do Lacre. Moldagem por Injeção
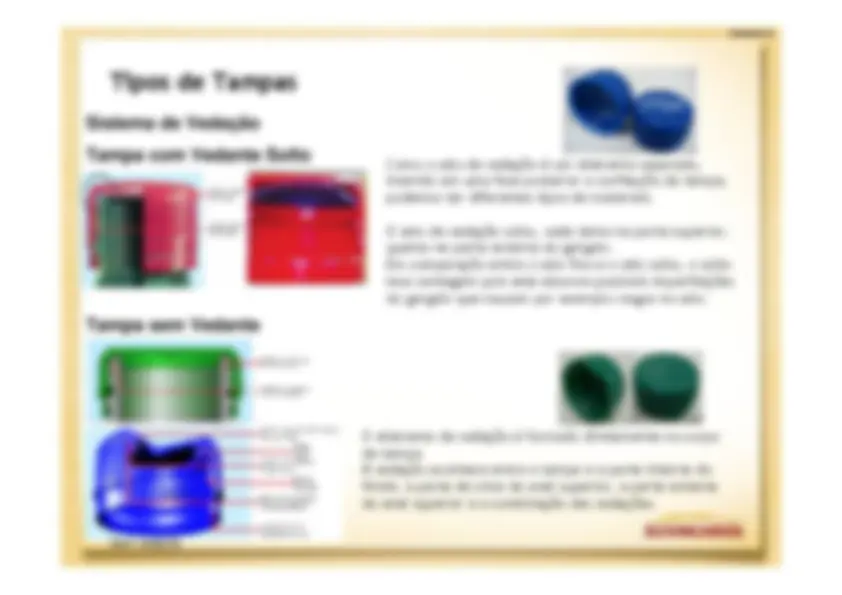
Para garantir nas bebidas um alto nível de carbonatação é produzido a Carcaça, em PP, eposteriormente inserido o Vedande, a base polimérica. O Vedante é mais maleável do que o materialda Carcaça, por isso se adere melhor ao Finish da Garrafa, vedando a bebida no interior da mesma. 1 - O Pellet é colocado no Molde.2 – O Pellet é moldado, formando o Liner fora da Tampa.3 e 4 – O Liner é transferido e se verifica a qualidadeatravés do Sistema de Vácuo.5 – Inserção do Liner na Tampa. Moldagem por Injeção
Fase 1:A Tampa épega pelaferramenta Fase 2:A Tampa éempurradacontra aferramentafixa. Fase 3:A Banda édobrada. Fase 4:A Tampa érejeitada. As Tampas de Plástico que apresentambandas tipo ‘abas’ ou ‘onduladas’precisam ser dobradas logo após amoldagem, com o objetivo de ter umaaplicação correta na Garrafa. Moldagem por Injeção
Fornecedores: Bericap, Garboni e Mirvi. Moldagem por Injeção
Performance de fechamento
1°Fábrica 2° Etapa de 10.000 unidades para Análises de CO2, Torque e Teste de Transporte.3° Aplicação de 100.000 unidades para Análise de Maquinabilidade.4° Aplicação de 1.000.000 unidades para Análise de Maquinabilidade e Homologação. Demais Fábricas 2° Aplicação de 100.000 unidades para Análise de Maquinabilidade.3° Aplicação de 1.000.000 unidades para Análise de Maquinabilidade e Homologação. Performance de abertura