Baixe Modelagem Funcional em Engenharia de Produto: Passos e Vantagens e outras Teses (TCC) em PDF para Engenharia de Produção, somente na Docsity!
UNIVERSIDADE DO ESTADO DE SANTA CATARINA
CENTRO DE CIÊNCIAS TECNOLÓGICAS
DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E SISTEMAS
SILVERIO LEANDRO JUNIOR
PROPOSTA DE DESENVOLVIMENTO DE UMA PLATAFORMA DE PRODUTO
MODULAR PARA O EQUIPAMENTO DE PRÉ-TRATAMENTO POR ASPERSÃO
JOINVILLE – SC – BRASIL
UNIVERSIDADE DO ESTADO DE SANTA CATARINA
CENTRO DE CIÊNCIAS TECNOLÓGICAS
DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO E SISTEMAS
SILVERIO LEANDRO JUNIOR
PROPOSTA DE DESENVOLVIMENTO DE UMA PLATAFORMA DE PRODUTO
MODULAR PARA O EQUIPAMENTO DE PRÉ-TRATAMENTO POR ASPERSÃO
Orientador: Dr. Régis Kovacs Scalice
JOINVILLE – SC – BRASIL
Trabalho de Graduação apresentado à Universidade do Estado de Santa Catarina, como requisito parcial para obtenção do título de Engenheiro de Produção e Sistemas.
A minha mãe, minha esposa e a todos os professores a amigos que me acompanharam nesta longa e árdua vida acadêmica.
SILVERIO LEANDRO JUNIOR
PROPOSTA DE DESENVOLVIMENTO DE UMA PLATAFORMA DE PRODUTO
MODULAR PARA O EQUIPAMENTO DE PRÉ-TRATAMENTO POR ASPERSÃO
RESUMO
No atual mercado competitivo em que se vive as empresas que desejam se diferenciar no mercado necessitam de produtos cada vez mais adequados às expectativas dos cliente, neste sentido o desenvolvimento de produtos torna-se um gargalo no processo produtivo de uma empresa de médio porte. Este trabalho tem com objetivo propor o desenvolvimento de uma plataforma modular para o equipamento de pré-tratamento por aspersão, no intuito de diminuir o tempo de projeto deste equipamento. Outros objetivos do trabalho são o esclarecimento dos conceitos da filosofia modular para o desenvolvimento de produtos a demonstração ao setor de engenharia as vantagens e desafios inerentes ao desenvolvimento modular, desenvolver o diagrama funcional do equipamento e por fim definir dos módulos que compõem o produto. A busca do alcance destes objetivos se dará pelo estudo da filosofia modular e do processo de desenvolvimento de produtos para modularidade. Para elaboração da proposta foram seguidos os cinco passos de projeto para modularidade que envolvem a clarificação dos requisitos do projeto, modelagem funcional do equipamento, seleção dos módulos potenciais, seleção das interfaces e revisão do projeto baseado nos modos de falha. Todas as ferramentas utilizadas já foram amplamente estudadas no meio acadêmico dentre elas é possível citar a matriz da casa da qualidade (QFD), a matriz de identificação de módulos (MIM), matriz morfológica e a análise dos modos de falha e seus efeitos (FMEA) no procedimento denominado como revisão de projeto baseado nos modos de falha (DRBFM).
PALAVRAS CHAVE: Módulo, Desenvolvimento de Produto, Projeto para Modularidade.
LISTA DE ABREVIATURAS
Ltda. - Indústria Limitada
QFD - Quality Function Deployment (Desdobramento da Função Qualidade)
MIM - Module Indication Matrix (Matriz de Indicação de Módulos)
PSI - Processo de Seleção de Interfaces
FMEA - Failure Modes and Effects Analysis (Análise dos modos de Falhas e Seus Efeitos)
DRBFM - Design Review Based on Failure Modes
NPR - Número de Prioridade do Risco
MFD - Modular Function Deployment (Desdobramento da Função Modular)
ETE - Estação de Tratamento de Efluentes
PVC - Policloreto de Vinila
- Figura 1- Função Total segundo ROZENFELD et.al. (2006)
- Figura 2 - Matriz de Identificação de Módulos. Fonte: SCALICE (2003).
- Figura 4 - Metodologia Utilizada. Fonte: Primária,
- Figura 3 - Estrutura do Trabalho, Fonte: Primária, 2012.
- Figura 5 - Esquema Unifilar Para Spray dois Estágios
- Figura 6 - Número de Sprays Vendidos. Fonte: Erzinger, 2012.
- Figura 7 - Spray de Pré-Tratamento 2 Estágios. Fonte: Erzinger.
- Figura 8 - Matriz Casa da Qualidade. Fonte: Primária, 2012.
- Figura 9 - Processo de Fosfatização Simplificado. Fonte: GNECCO, 2003............................
- Figura 10 - Trocador de Calor Submerso. Fonte: Erzinger, 2012.
- Figura 11 - Fluxo de Ar no Trocador de Calor. Fonte: Primaria, 2012.
- Figura 12 - Boiler de Aquecimento. Fonte: Erzinger, 2012.
- Figura 13 - Resistência Elétrica. Fonte: Erzinger, 2012.
- Figura 14 - Calhas Direcionadoras Spray. Fonte: Erzinger, 2012.
- Figura 15 - Separador de Óleo por Decantação. Fonte: Erzinger,
- Figura 17 – Detalhe das Chicanes do Separador Coalescente. Fonte: Erzinger, 2012.
- Figura 16 - Separador de Óleo Coalescente. Fonte: Erzinger, 2012.
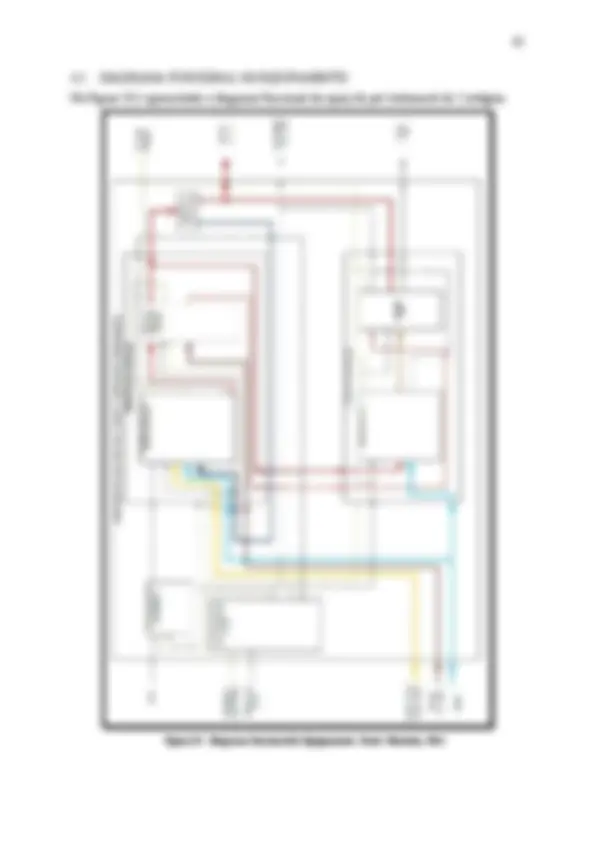
- Figura 18 - Diagrama Funcional do Equipamento. Fonte: Primária, 2012.
- Figura 19 - Matriz de Identificação de Módulos. Fonte: Primária, 2012.
- Figura 20 - Matriz de Relacionamento. Fonte: Primária, 2012.
- Figura 21 - Matriz Morfológica. Fonte: Primária, 2012.
- Figura 22 - Matriz de PUGH. Fonte: Primária, 2012.
- Figura 23 – Ilustração do Componentes Alterados. Fonte: Primária, 2012.
- Figura 24 - DRBFM. Fonte: Primária, 2012.
- Tabela 1 - Diretrizes de Modularização. Fonte: ERICSON e ERIXON (1999) LISTA DE TABELAS
- Tabela 2 - Critérios de Comparação. Fonte: SCALICE (2003).
- Tabela 3 - Distribuição Percentual de Projeto. Fonte: Erzinger, 2012.
- Tabela 4 - Requisitos do Projeto. Fonte: Erzinger, 2012.
- Tabela 5 - Requisitos dos Clientes. Fonte: Erzinger, 2012.
- Tabela 6 - Especificações Meta. Fonte: Primária, 2012.
- Tabela 7 - Tabela de Variantes de Módulo. Fonte: Primária, 2012.
- Tabela 8 - Módulos do Equipamento. Fonte: Erzinger, 2012.
- Tabela 9 - Tabela de Resultados da Matriz de PUGH. Fonte: Primária, 2012.
- LISTA DE ABREVIATURAS
- 1 INTRODUÇÃO
- 2 FUNDAMENTAÇÃO TEÓRICA
- 2.1 CLARIFICAÇÃO DOS REQUISITOS DO PROJETO
- 2.2 MODELAGEM FUNCIONAL DO EQUIPAMENTO
- 2.3 IDENTIFICAÇÃO DOS MÓDULOS POTENCIAIS DO PRODUTO
- 2.4 PROCESSO DE SELEÇÃO DE INTERFACES
- 2.4.1 Levantamento e Análise das Interfaces
- 2.4.2 Procura por Princípios de Solução
- 2.4.3 Geração e Classificação de Alternativas de Interface
- 2.5 ANÁLISE DOS MODOS DE FALHAS E SEUS EFEITOS (FMEA)
- 3 METODOLOGIA DO PROJETO
- 4 ESTUDO DE CASO
- 4.1 CLARIFICAÇÃO DOS REQUISITOS DO PROJETO
- 4.1.1 Processo por Desengraxe Alcalino
- 4.1.2 Processo de Fosfatização.
- 4.1.3 Processo Nanocerâmico
- 4.1.4 Trocador de Calor Submerso.........................................................................................
- 4.1.5 Boiler de Aquecimento..................................................................................................
- 4.1.6 Resistência Elétrica
- 4.1.7 Controle de Nível Processo de Enxágue
- 4.1.9 Separador de Óleo por Decantação 4.1.8 Controle de Nível do Processo de Desengraxe Erro! Indicador não definido.
- 4.1.10 Separador de Óleo Coalescente
- 4.2 DIAGRAMA FUNCIONAL DO EQUIPAMENTO
- 4.3 IDENTIFICAÇÃO DOS MÓDULOS POTENCIAIS DO PRODUTO
- 4.4 PROCESSO DE SELEÇÃO DAS INTERFACES
- 4.5 REVISÃO DO PROJETO BASEADO NOS MODOS DE FALHA (DRBFM)
- 5 CONCLUSÃO
- 6 BIBLIOGRAFIA
1 INTRODUÇÃO
O processo de pré-tratamento de superfícies consiste na deposição de substâncias nas peças com o objetivo de promover a melhor aderência nos processos subsequentes de pintura. Dentre os processos de pré-tratamento o mais utilizado é o processo de fosfatização que consiste na cobertura superficial feita por fosfatos de ferro, zinco, manganês entre outros. Esta cobertura propicia um aumento na eficiência contra corrosão. Outro processo muito utilizado atualmente é o pré-tratamento através da nanotecnologia, devido a suas propriedades físicas, mecânicas e químicas superiores aos revestimentos convencionais. Este processo é livre de fosfatos e tem como peculiaridade a fina camada depositada no substrato de espessura de escala nanométrica.
O pré-tratamento de superfícies pode ser feito através de processos por imersão, onde a peça é mergulhada num banho químico para limpeza e preparação da peça para pintura, ou por aspersão, onde a peça é pendurada num transportador que passa através de um equipamento chamado Spray que asperge os líquidos de tratamento na peça conforme uma ordem estabelecida. Este segundo equipamento apresenta algumas características especiais que variam de acordo com o processo do cliente, disposição física da máquina, tamanho da peça a ser tratada, capacidade de produção esperada para o equipamento bem como o espaço físico disponível para a instalação.
Em uma empresa fabricante de equipamentos de pintura, o grande desafio está no desenvolvimento contínuo de novos produtos que cada vez mais atendam o cliente como uma solução completa para os processos de tratamento de superfícies. No caso do Spray de Pré- tratamento em específico o problema está na variação contínua do processo. O tipo de processo utilizado pode ser de fosfatização ou nanocerâmico. Esta definição em conjunto com o volume de produção esperado determina o tamanho, geometria, arranjo físico, bem como as características de reaproveitamento dos banhos do equipamento. Neste sentido buscasse um método de desenvolvimento para este produto que reduza o número de componentes a serem desenvolvidos diminuindo assim o tempo de projeto deste equipamento e evitando a geração de não conformidades. É neste ambiente que a filosofia modular se insere como alternativa para o desenvolvimento de produtos mais adaptáveis a cada processo e com alto grau de
2 FUNDAMENTAÇÃO TEÓRICA
2.1 CLARIFICAÇÃO DOS REQUISITOS DO PROJETO
Devido à ampla utilização da matriz de desdobramento da função da qualidade (QFD) para determinação dos requisitos de projeto, esta será a ferramenta utilizada para esta fase do trabalho. "O QFD pode ser considerado como um método que trata dos problemas de desenvolvimento de produto. Isso se deve ao fato de, ao se iniciar um estudo de QFD, haver normalmente um esforço consciente de delinear claramente quais são os objetivos a serem alcançados por aquele projeto específico de desenvolvimento de produto" (CHENG, 2003).
Segundo Rozenfeld et.al. (2006), a Matriz da Casa da Qualidade ou matriz QFD é um método que foi desenvolvido no Japão nos anos 1970 e ganhou o mundo no início dos anos 1990. Ele auxilia no trabalho em equipe por meio da busca pelo consenso nas diferentes definições sobre o produto, proporcionando o estabelecimento de relações entre necessidades dos clientes e requisitos do projeto. São componentes do QFD documentar dados do benchmarking, das especificações por meio da definição de valores-meta associados aos requisitos de projeto, verificar os conflitos entre os requisitos de projeto e as dificuldades técnicas associadas a cada requisito.
A metodologia aplicada no desenvolvimento da matriz QFD começa com o estabelecimento dos requisitos dos clientes, que é o que os clientes esperam do produto, no desenvolvimento dessas informações, pode-se determinar a importância de cada um desses requisitos para os clientes. Em seguida parte-se para o estabelecimento dos requisitos do produto, que representam como será medida a habilidade técnica do produto para satisfazer os requisitos dos clientes. A correlação entre os requisitos dos clientes e os requisitos do produto é dada pela matriz de relacionamento. Para cada célula da matriz é determinado se existe uma relação ou não, e, caso exista, qual a sua intensidade. A quantificação dos requisitos irá formar o conjunto de especificações para o produto a ser desenvolvido.
Cheng (2003) enfatiza que a matriz QFD é um método que tem sido muito utilizado na estruturação de processos de desenvolvimento de produtos, em diferentes etapas do ciclo de desenvolvimento, como: planejamento do produto, projeto do produto e do processo, e preparação para produção. Segundo Erixon (1999), com a utilização da ferramenta mais comumente aplicada, pode-se modificar a matriz QFD colocando a modularidade como primeiro requisito de projeto. Esta modificação torna-se necessária para estabelecer uma
mesma mentalidade para os membros do projeto. Direcionando as atividades para determinação da plataforma do equipamento.
2.2 MODELAGEM FUNCIONAL DO EQUIPAMENTO
"As especificações-meta que derivam da primeira etapa terão uma forte ligação com o foco de mercado. Para prosseguir com o desenvolvimento do produto, uma visão mais técnica é necessária. Olhando-se para o produto com uma visão mais funcional. Funções e subfunções que preencham os requisitos provindos da primeira etapa e as correspondentes soluções técnicas, ou portadores de funções, são selecionadas" (ERIXON E ERICSON, 1999, p.32).
Nesta visão, a quebra do produto em suas funções com suas soluções técnicas correspondentes são normalmente indicadas no diagrama funcional do equipamento.
Para Rozenfeld et.al. (2006) a modelagem funcional auxilia o time de projeto a descrever os produtos em um nível abstrato. Os modelos funcionais permitem que o produto seja representado por meio das suas funcionalidades, ou seja, por meio das suas funções. O autor cita que tratar o problema de forma generalizada com a sua formulação em um plano abstrato é uma forma de abrir caminho para a obtenção de soluções melhores.
Segundo Otto e Wood, (2001) apud Rozenfeld, (2006) as vantagens da modelagem funcional são: concentração sobre o quê tem que ser realizado por um novo conceito ou re-projeto, e não como vai ser realizado; auxilia a organização da equipe de projeto, tarefas e processo; as funções podem ser obtidas ou geradas diretamente das necessidades dos clientes, definindo os contornos da solução final de projeto; a criatividade é favorecida pela possibilidade de decomposição de problemas e manipulação de soluções parciais; pelo mapeamento das necessidades dos clientes – primeiro para funções de depois para forma – e mais soluções podem ser sistematicamente geradas para a resolução do problema de projeto.
O primeiro passo, normalmente dado na busca de uma estrutura de funções para o produto projetado é elaboração de uma descrição da função total, ou global, desse produto. Todos os produtos possuem uma função mais importante, que, de forma condensada, deve ser em resumo de que se deve esperar do produto, funcionalmente. Rozenfeld et.al.(2006) explica que para o caso de funções técnicas, a transformação das entradas nas saídas é descrita por energia, material e sinal que fluem nos contornos do sistema. A Figura 1 mostra uma representação esquemática da função total.
especiais, necessitam de um ajuste das suas dimensões em razão da imprevisibilidade das condições de contorno. Blocos de adaptação ocorrem como blocos obrigatórios ou opcionais.
- Funções especiais de um pedido, não previstas no sistema modular, sempre torna a ocorrer, mesmo que o desenvolvimento de sistema modular tenha sido cuidadoso.
Para o desenvolvimento de produtos modulares, a elaboração de estruturas de funções adquire especial significado. Com a modelagem funcional, a conFiguração da construção do produto já está amplamente prefixada. Pahl & Beitz, (2004) ressaltam a necessidade do desdobramento das variantes da função global em subfunções, de tal forma que de acordo com os tipos de funções, seja gerado, na medida do possível, um número pequeno de subfunções iguais e repetitivas.
Rozenfeld et.al. (2006) explica que as estruturas de funções devem conter todos os fluxos de energia, material e sinal envolvidos. Deve-ser garantir a compatibilidade entre funções adjacentes. A estrutura de funções deve ser mantida tão simples quanto possível, de modo a levar a soluções simples e econômicas.
2.3 IDENTIFICAÇÃO DOS MÓDULOS POTENCIAIS DO PRODUTO
Na terceira etapa do desenvolvimento, as soluções técnicas selecionadas na etapa anterior são analisadas sobre suas razões para a formação de módulos. Erixon define doze diretrizes de modularização que são mostradas na Tabela 01, estas definem os critérios de avaliação para modularização do produto.
Os efeitos positivos da modularização são, claramente, a razão pela qual uma empresa deveria modularizar seus produtos. Contudo esta não é a forma mais fácil de traduzir os objetivos de uma empresa nos guias de desenvolvimento de produtos. Para tanto Erixon e Ericson (1999) definem as diretrizes de modularização que busca abranger as diferentes funções desempenhadas ao longo do ciclo de vida do produto e podem estar relacionados com as diferentes funções da empresa.
"Estes direcionadores de módulo tem sido estudados ao longo de um grande numero de estudos de caso. Eles são o resultado de cinco anos de trabalho de pesquisa no Instituto de Pesquisa de Engenharia de Produção da Suécia e no Instituto Real de Tecnologia em Estocolmo, Suécia" (ERIXON & ERICSON, 1999, p.20).
CATEGORIA DIRETRIZ (^) DESCRIÇÃO
Desenvolvimento de Produtos
Multi-aplicativo
Uma função pode ser um módulo separado onde a solução tecnológica atual poderá ser levada para uma nova geração ou família de máquinas. Evolução Tecnológica
Uma função pode ser um módulo único se o mesmo possui uma tecnologia que irá ser superada no seu ciclo de vida. Planejamento de Alteração de Projeto
Uma função pode ser um módulo separado se esta possui características que serão alteradas segundo um plano.
Variação
Especificação Técnica
Poderão ser consideradas alterações para se conseguir variantes em um módulo.
Estilo
Função pode ser um módulo separado se esta é influenciada por tendências e modas de tal maneira que as formas e/ou as cores tenham de ser alteradas.
Fabricação
Unidade Comum Uma função poderá ser separada em ummódulo se a mesma possuir a mesma solução física em todos os produtos variantes.
Processo e Organização
Razões para separar uma função num módulo:
- Ter uma tarefa específica num grupo;
- Encaixar-se no conhecimento tecnológico da empresa;
- Possuir uma montagem pedagógica;
- Ter um tempo de montagem que difere extremamente dos outros módulos. Qualidade Testes em Separado
Uma função poderá ser separada em um módulo quando esta função puder ser testada separadamente. Aquisição Compra de Produtos Prontos
Uma função que pode ser tratada como uma caixa preta por causa de redução dos custos logísticos.
Após estar no Mercado
Manutenção e Mantenabilidade
Manutenções e reparos podem ser facilitados se uma função fica bem em um módulo separado. Atualização Se for necessária pode ser facilitada se a função a ser atualizada for um módulo. Reciclagem
Isto pode ser uma vantagem para concentrar materiais poluentes ou recicláveis em um mesmo módulo ou em módulos separados, conforme o caso. Tabela 1 - Diretrizes de Modularização. Fonte: ERICSON e ERIXON (1999)
Para Rozenfeld et.al. (2006) em um procedimento semelhante ao empregado no QFD, as diretrizes de modularização são confrontadas com as funções desempenhadas pelo produto,
2.4 PROCESSO DE SELEÇÃO DE INTERFACES
"Para um desenvolvimento modular, as interfaces entre os módulos tem uma vital influência no resultado final do produto e na flexibilidade dentro da variedade. Então uma verificação das relações de interfaces será uma parte importante do trabalho de avaliação" (ERIXON; ERICSON, 1999, p.38).
A classificação de interfaces segundo HILSTRÖN, (1994) apud SCALICE, (2003) dividiu as funções a serem desempenhadas por uma interface em, providenciar suporte, transmitir força, localizar o componente na montagem, providenciar a localização para outros componentes na montagem e transmitir movimento.
Embora ainda não seja um assunto muito estudado, Scalice, (2003) aborda a seleção das interfaces através de uma ferramenta batizada de processo de seleção de interfaces (PSI). O PSI utiliza-se dos mesmos procedimentos adotados na fase do projeto conceitual e também dos conhecimentos relacionados com as funções desempenhadas pelas interfaces. O processo de seleção de interfaces possui três etapas, o levantamento e análise das interfaces necessárias, a procura pelos princípios de solução e por fim a geração e classificação de alternativas de interface.
2.4.1 Levantamento e Análise das Interfaces
Para análise das interfaces é aplicada a matriz de relacionamento, ferramenta que relaciona os módulos obtidos na MIM com as funções para as interfaces. O preenchimento da matriz é feito atribuindo-se pesos às funções a serem desempenhadas entre cada intersecção de módulos na matriz. Scalice, (2003) argumenta que esta avaliação pode ser feita de duas maneiras:
- Usando-se somente as intersecções acima da diagonal superior da matriz - fornecendo apenas as informações referentes à intensidade da necessidade de realização das funções pelas interfaces. Como mostrado na Figura 3.
- Através do emprego de toda matriz - o que permite obter, além das informações anteriores, dados sobre quais módulos deverão desempenhar as funções analisadas. Tal mapeamento de funções, apesar de fornecer dados mais detalhados, exige um maior conhecimento da estrutura física do produto, sendo mais adequada ao re-projeto de um grupo de sistemas do que ao desenvolvimento de um totalmente novo.
Figura 3 - Matriz de Relacionamento das Interfaces segundo Scalice (2003)
2.4.2 Procura por Princípios de Solução
Scalice, (2003) enfatiza que existem diversas maneiras de se atender às funções que devem ser desempenhadas pela interface. Neste sentido propõe-se, na sequência, a busca dos princípios de solução, organizados através de uma matriz morfológica.
A matriz morfológica constitui-se de uma abordagem estruturada para a geração de alternativas de solução para um problema de projeto, aumentando a área de pesquisa de soluções. Auxilia a equipe de desenvolvimento a encontrar um conjunto grande de alternativas de solução para o produto por meio de uma análise sistemática da conFiguração/forma que o produto terá (ROZENFELD et.al. 2006, p.249).
Este método possibilita a visualização das varias alternativas que o projeto tem, através da combinação entre os diversos princípios de solução para o atendimento de cada função. Segundo Rozenfeld (2006), o procedimento básico para a montagem da matriz morfológica consiste em, três etapas. Listar as principais funções do produto, esta lista deve conter as funções essenciais para o produto, o ideal é que não sejam mais do que dez funções. Listar os possíveis meios para cada função. Que são as possíveis soluções para cada função. Deve-se tentar manter o mesmo nível de generalidade para todas as funções. E por fim representar todas as funções e os princípios de solução e explorar as combinações.