Baixe Bomba centrifuga modelo wkl e outras Manuais, Projetos, Pesquisas em PDF para Mecatrônica, somente na Docsity!
KSB WKL
Bomba Centrífuga de Alta Pressão
Manual de Serviço Nº A1770.8B/
3. Denominação
4. Dados de Operação
Tamanhos
Vazões
Elevações
Temperaturas
Rotações
Marca Modelo Diâmetro Nominal do Flange de Recalque (mm)
Número de Estágios
KSB WKL 100 / 7
- DN 32 até 150
- até 500 m³/h
- até 300 m
- até 140 C^0
- até 3.500 rpm
LINHA : Multiestágio
1. Aplicação
2. Descrição Geral
Horizontal de um ou mais estágios com os corpos de sucção, recalque e estágios seccionados verticalmente. Os corpos são vedados entre si por meio de juntas planas e unidos externamente através de tirantes. Os pés de apoio são fundidos na parte inferior do corpo de sucção e de pressão respectivamente.
A bomba KSB WKL é recomendada para o bombeamento de líquidos limpos, isentos de sólidos em suspensão, e não agressivos, química e/ou mecanicamente aos materiais da bomba, sendo apropriada para estações de abastecimento de água, instalações de irrigação, alimentação de caldeira, bombeamento de condensado, circulação de água fria ou quente, combate a incêndios, etc..
5. Introdução
Plaqueta de Identificação
Atenção:
Indice
Fornecemos à V. Sas., um equipamento projetado e fabricado com a mais avançada tecnologia. Pela sua construção simples e robusta necessitará de pouca manutenção. Objetivando proporcionar aos nossos clientes, satisfação e tranquilidade com o equipamento, recomendamos que o mesmo seja cuidado e montado conforme as instruções contidas neste manual de serviço. O presente manual tem por finalidade informar ao usuário, quanto à construção e ao funcionamento, proporcionando
um serviço de manutenção e manuseio adequado. Recomendamos que este manual de serviço seja entregue ao pessoal encarregado da manutenção. Este equipamento deve ser utilizado de acordo com as condições de serviço para as quais foi selecionado (vazão, altura manométrica total, rotação, tensão e frequência da rede elétrica e temperatura do líquido bombeado).. A inobservância das instruções contidas neste manual acarretará a perda da garantia.
Nas consultas sobre o produto, ou nas encomendas de peças sobressalentes, indicar o tipo de bomba e o número de OP. Esta informação pode ser obtida na plaqueta de identificação que acompanha cada bomba. Em caso de extravio da plaqueta de identificação, nas bombas flangeadas, no flange de sucção encontra-se gravado em baixo relevo, o número da OP, e no flange de recalque o diâmetro do rotor.
Este manual de serviço contém informações e avisos importantes. É obrigatória a sua leitura atenta antes da montagem, da ligação elétrica, da colocação em operação e da manutenção.
Fig. 1
KSB WKL
Campo para descrição
da Unidade Produtora
Tamanho
O.P.:
5 BRN 37
Rotor
mm
Campo para tipar o diâmetro do rotor original de fábrica
Campo para tipar o número de ordem de produção
TORN
Campo para tipar o diâmetro do rotor, quando este sofrer rebaixamento
Denominação Capítulo Página
Aplicação Descrição Geral Denominação Dados de Operação Introdução Dados Técnicos Detalhes Construtivos Transporte Conservação e Armazenamento Instalação Acessórios Operação Manutenção
Denominação Capítulo Página
Sequência de Desmontagem do Corpo de Mancal e Caixas de Gaxetas Sequência de Desmontagem da Bomba Análise Individual das Peças Preparação para Montagem da Bomba Sequência de Montagem do Conjunto Girante Problemas Operacionais, Prováveis Causas e Soluções Composição em Corte / Lista de Peças Tabela de Intercambiabilidade de Peças Peças Sobressalentes Recomendadas
7. Detalhes Construtivos
7.1 Bomba
Horizontal de um ou mais estágios com os corpos de sucção, recalque e estágios seccionados verticalmente, tipo multicelular. Os corpos dão vedados entre si por meio de juntas planas e unidos externamente através de tirantes. Os tamanhos 32, 40 e 65 são vedados por anéis o'ring. Os pés de apoio são fundidos na parte inferior do corpo de sucção e de pressão respectivamente.
7.2 Rotor
Rotor tipo fechado, radial e de fluxo único. Os rotores de todos os estágios são idênticos.
7.5 Anéis de Desgaste
No lado de sucção e lado traseiro de cada rotor são montados anéis de desgaste alojados respectivamente no corpo de sucção, corpos de estágio e difusores. O tamanho 32 não possui anéis de desgaste.
7.8 Engaxetamento
Normalmente a vedação do eixo é feita por gaxetas. O posicionamento dos anéis de gaxeta se acham representados no capítulo 7.10. As dimensões da câmara e bitola se encontram na tabela 11.
7.9 Selo Mecânico
Quando o líquido bombeado for inflamável, explosivo, tóxico, de elevado custo, ou, quando após feito uma rigorosa análise de custo, chegar-se a números favoráveis, recomendase o uso de selo mecânico. O selo mecânico quando corretamente selecionado e instalado apresenta vantagem no tempo de manutenção comparando-o com gaxetas. Após um pequeno período de acomodação durante a operação, não há mais gotejamento de líquidos. O selo mecânico compõe-se fundamentalmente de um anel fixo e um rotativo deslizante sobre o fixo, cujas superfícies lapidadas são mantidas unidas mediante pressão da mola e da câmara de vedação. As vedações do anel rotativo sobre o eixo e as do anel fixo na sobreposta, são de materiais adequados aos líquidos bombeados. Condição para uma operação segura e de longa duração, é a de que se forme um filme do líquido entre as superfícies deslizantes e o calor gerado pelas mesmas seja convenientemente absorvido por circulação de líquidos. Dependendo das condições de bombeamento, esta circulação poderá ser prevista do próprio líquido bombeado ou de fonte separada externa. Selos mecânicos são construídos em uma grande variedade de materiais e arranjos de montagem, cobrindo assim quase toda gama de características químicas e físicas de líquidos a serem bombeados. Nos casos em que for definido no fornecimento, vedação do eixo por selo mecânico, seguirão à parte informações complementares.
7.3 Eixo
O eixo é protegido por luva protetora na região de vedação, por luva de estágios na região entre os rotores e por luvas distanciadoras.
7.4 Difusor
Os difusores têm a função de direcionar o líquido bombeado da saída de um rotor até a entrada do próximo. Estão inseridos nos corpos de estágio e o último no corpo de pressão.
7.6 Equilíbrio do Empuxo Axial
Por meio de furos de alívio no rotor, que permite a passagem de fluido do lado de maior pressão para o de menor pressão. O tamanho 32 tem equilíbrio do empuxo axial por meio de palhetas traseiras. O empuxo residual em ambos os casos são suportados pelo rolamento de esfera.
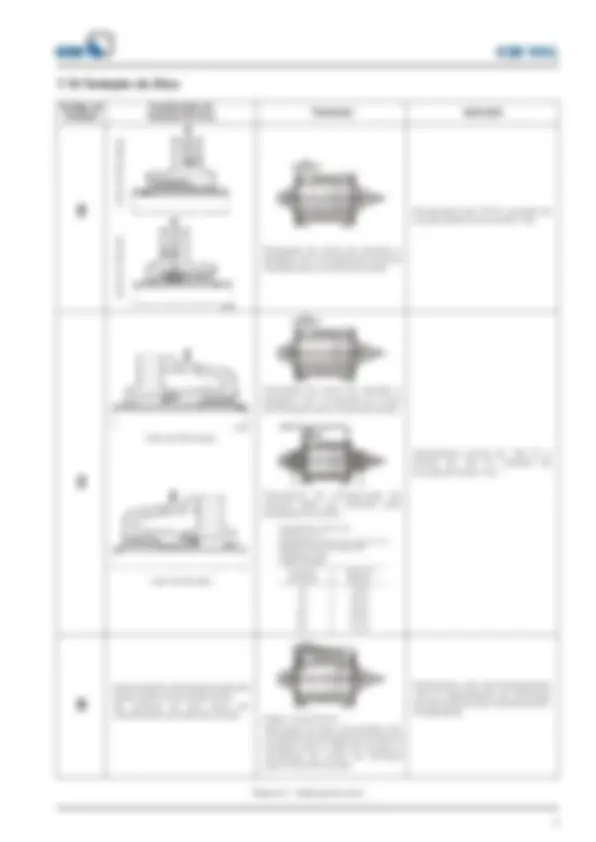
7.7 Vedação do Eixo
A passagem do eixo através do corpo de sucção e de pressão é vedado por meio de engaxetamento ou, opcionalmente, por selo mecânico. A lubrificação e selagem é feita através do próprio líquido bombeado.
Código da Vedação
Temperatura até 105 0 C, pressão de sucção abaixo ou acima de 1 bar.
Combinação de Vedação do Eixo Tubulação^ Aplicação
Tubulação de alívio de pressão e selagem com circulação do corpo de recalque para o corpo de sucção.
2
Tubulação de alívio de pressão e selagem com circulação do corpo de recalque para o corpo de sucção.
Tubulação de refrigeração da câmara deve ser prevista pela instalação do cliente.
- temperatura máxima de entrada: 40 0 C
- temperatura máxima de saída: 60 0 C
- pressão máxima da água de refrigação: 6 bar
- vazão de água: Tamanho da Bomba
Vazão por Bomba 32 40 65 100 125 150
90 l/h 190 l/h 150 l/h 150 l/h 170 l/h 170 l/h
Temperatura acima de 105 0 C e abaixo de 140 0 C, pressão de sucção acima de 1 bar.
Plano 13 do API 610 Tubulaçao de alívio de pressão com circulação da sobreposta do lado de recalque para o lado de sucção e circulação do corpo de recalque para o bocal de sucção.
9
Selo mecânico de simples ação tipo balanceado ou não balanceado. Na seleção do selo deve ser considerado a pressão de sucção
Temperatura até aproximadamente 105 0 C dependendo da indicação do fabricante do selo mecânico (sem refrigeração).
Lado de Recalque
Lado de Sucção
0
Lado de Recalque
Lado de Sucção
7.10 Vedação do Eixo
Tabela 3 - Vedação do eixo
processo de conservação/armazenamento. Rolamentos com lubrificação a graxa recebem a carga de graxa prevista para a operação e não precisam de conservação. Rolamentos fornecidos como peças sobressalentes deverão ser na embalagem original do fabricante. Também desta forma deverão ser estocados. Para bombas montadas com GAXETA, as mesmas deverão ser retiradas do equipamento antes deste ser armazenado. SELOS MECÂNICOS deverão ser limpos com ar seco. NÃO DEVERÃO ser aplicados líquidos ou outros materiais de conservação, afim de não danificar as vedações secundárias (o'rings e juntas planas). Este item não se aplica naqueles casos em que houver "re-teste" após a realização de "streep test'. Todas as conexões existentes tais como tomadas para líquidos de fonte externa, escorva, dreno, quench, etc. deverão ser devidamente tampadas. Os flanges de sucção e de recalque das bombas são devidamente tampados com adesivo a fim de evitar a entrada de corpos estranhos no seu interior. Bombas montadas aguardando a instalação deverão ter seu conjunto girante girado manualmente a cada 15 dias. Em caso de dificuldade usar grifo ou chave cano, protegendo a superfície do eixo no local de colocação da chave. Eixos, buchas, rolamentos, aperta gaxetas, anéis cadeado, a serem despachados, como peças sobressalentes, deverão ser colocados em embalagem plástica e etiquetadas INDIVIDUALMENTE. Jogos de juntas deverão ser colocados em embalagens plásticas e etiquetadas INDIVIDUALMENTE. Superfícies pintadas não deverão sofrer qualquer tipo de proteção além da pintura existente. Antes de líquidos de conservação serem aplicados nas respectivas áreas, as mesmas devem ser lavadas com gasolina ou querosene até ficarem completamente limpas.
Tabela 4 - Líquidos de conservação
As principais características dos líquidos de conservação aqui relatados são:
Líquido de Conser- vação
80 até 100
Espessura da Camada Aplicada ( m)
Tempo de Secagem
Gasolina, benzol, óleo diesel
Gasolina, benzol
Remoção
BRASCOLA
Fabricante
6 até 10
6
de 1/2 a 1 hora
Fica líquido
TECTYL 506
RUSTILO DW 301
MOBI- LARMA 524
de 1 a 2 horas
Não necessário
CASTROL
MOBIL OIL
de 3 a 4 horas
VERNIZ LACOL 20 até 35 Álcool^ --
10. Instalação
As bombas devem ser instaladas, niveladas, alinhadas, operadas, desmontadas e montadas por pessoas habilitadas. Quando esse serviço é executado incorretamente traz como conseqüências, transtornos na operação, desgastes prematuros e danos irreparáveis.
10.1 Assentamento da Base
Colocar os parafusos chumbadores nos orifícios ou cavas feitas no bloco de fundação de acordo com as dimensões de furação do desenho: Plano de Fundação. Entre a base e o bloco de fundação devem ser colocados ao lado dos chumbadores, calços metálicos de mesma altura para apoio da base, sendo os mesmos fixados com argamassa juntamente com os chumbadores. Para perfeita aderência, os chumbadores e calços metálicos devem estar isentos de quaisquer resíduos de graxa ou de óleo. Após completada a cura da argamassa, colocar a base sobre o bloco de fundação (Vide Fig. 3).
Calço
Cava
Argamassa
Fig. 3 - Assentamento da base
Argamassa
Chumbador Chapinhas
Calços
Bloco de Fundação
Aba de Fixação
10.2 Nivelamento da Base
Verificar se a base apóia por igual em todos os calços. Caso afirmativo, colocare apertar uniformemente as porcas nos chumbadores. Com o auxílio de um nível de precisão (0,1mm/m), verificar o nivelamento da base no sentido transversal e longitudinal. Ocorrendo um desnivelamento, soltar as porcas dos chumbadores e introduzir entre o calço metálico e a base, nos pontos em que for necessário, chapinhas para corrigir o nivelamento (Vide Fig. 4).
Fig. 4 - Nivelamento da base
Argamassa Calço
Bloco de Fundação
Fig. 5 - Enchimento da base com concreto
10.3 Enchimento da Base
Para uma sólida fixação e um funcionamento livre de vibrações, deverá ser efetuado o enchimento do interior da base com argamassa. A preparação da argamassa para este fim deverá ser efetuada com produtos específicos existentes no mercado de construção civil, os quais evitam a retração durante o processo de cura, bem como proporcionam fluidez adequada para o total preenchimento do interior da base não permitindo a formação de espaços vazios (Vide Fig. 5).
10.4 Instalação do Acoplamento
Pode ser usado o padrão KSB NORMEX ou de outros fabricantes. Deverá ser colocada aquecida, podendo fazê-lo em forno ou banho de óleo, com temperatura de aproximadamente 100 C. Em nenhum caso poderá efetuar-se sua colocação^0 no eixo mediante golpes.
Fig. 6 - Luva de acoplamento KSB Normex
10.5 Alinhamento do Acoplamento
Do perfeito alinhamento entre a bomba e o acionador dependerá a vida útil do conjunto girante e o funcionamento do equipamento livre de vibrações anormais. O alinhamento executado em nossa fábrica deve ser refeito, visto que, durante o transporte e manuseio, o conjunto bomba-acionador está sujeito a distorções que afetam o alinhamento inicialmente executado. Após a cura da argamassa, executar o alinhamento preferencialmente com as tubulações de sucção e recalque já conectadas. O mesmo deve ser efetuado com o auxílio de relógio comparador para controle de deslocamento radial e axial.
Fixar a base do instrumento na parte periférica de uma das metades do acoplamento, ajustar o relógio posicionando o apalpador na perpendicular à periferia da outra metade do acoplamento. Zerar o relógio e movimentar manualmente o acoplamento do lado em que estiver fixado a base do instrumento, com o relógio comparador completando um giro de 360 0 (Vide Fig. 7). 0 mesmo procedimento deve ser adotado para o controle axial (Vide Fig. 8).
Fig. 7 Controle Radial
Fig. 8 Controle Axial
Calibrador de Lâminas
Régua Metálica
Fig. 9 Alinhamento com régua metálica e calibrador de lâminas
Para a correção do alinhamento, soltar os parafusos do acionador, reposicionando-o lateralmente ou introduzir chapinhas calibradas para corrigir a altura de acordo com a necessidade. O alinhamento axial e o radial deverão permanecer dentro da tolerância de 0,05 mm com os parafusos de fixação da bomba e acionador apertados definitivamente. Na impossibilidade de uso do relógio comparador, utilizar para controle uma régua metálica apoiada no sentido longitudinal nas duas partes da luva de acoplamento. O controle dever ser efetuado no plano horizontal e vertical. Para o controle no sentido axial utilizar calibre de lâminas (Vide Fig. 9). Obedecer a folga entre os cubos da luva de acoplamento, especificada pelo fabricante.
10.6 Recomendações para Tubulação de
Sucção
A montagem da tubulação de sucção deve obedecer as seguintes considerações: Somente após completada a cura do concreto de enchimento da base é que a tubulação deve ser conectada ao flange da bomba.
A tubulação de sucção, tanto quanto possível deve ser curta e reta, evitando perdas de carga e totalmente estanque impedindo a entrada de ar.
a)
b)
Dispositivo Amortecedor. Minimiza vibrações.
Disco com 3 Funções:
- medição da vazão principal
- atuador da válvula cascata
- válvula de retenção para bloqueio do contrafluxo
Válvula Cascata com desenho especial para minimizar os efeitos da cavitação
Reservatório de Sucção
Entrada Afogada
Localização da placa de orifício quando for necessário aumentar a contra-pressão na linha de recirculação
Válvula de Bloqueio
Válvula de Vazão Mínima
Curva com um raio mínimo de 3 vezes o nominal da linha
Dimensionar a linha para velocidade máxima de 4,5 m/s
1,5 metros (mínimo)
Vem da Bomba
Reservatório de Sucção
Orifício Calibrado
Dreno Tubulação de Sucção
Para a Caldeira
Registro Válvula deRetenção
Tubulação de Recalque Bomba
longas ultrapassar os limites recomendados para a tubulação e a bomba.
A ligação da tubulação de recalque ao flange da bomba deverá ser executada com uma redução concêntrica, quando seus diâmetros forem diferentes.
Nos pontos onde houver necessidade de expurgar o ar deverão ser previstas válvulas ventosas.
Prever uma válvula, instalada preferencialmente logo após a boca de recalque da bomba, de modo a possibilitar a regulagem adequada da vazão e pressão do bombeamento, ou prevenir sobrecarga do acionador.
A válvula de retenção quando instalada, deve ser, entre a bomba e a válvula de saída, prevalecendo este posicionamento em relação ao item d.
Deve-se prever juntas de montagem tirantadas, para absorver os esforços de reação do sistema, provenientes das cargas aplicadas.
Válvulas de segurança, dispositivos de alívio e outras válvulas de operação, afora as aqui citadas, deverão ser previstas sempre que necessárias.
Proteger a bomba contra operação inferior a vazão mínima. Pode ser usado os seguintes dispositivos:
b)
c)
d)
e)
f)
g)
h)
Orifício Calibrado
Vazão mínima conforme indicado na tabela 1, permanentemente circulando do by-pass até o tanque de sucção. O orifício calibrado corretamente selecionado ajusta a vazão mínima necessária, mesmo estando o registro de recalque fechado.
Fig. 12 - Instalação típica com orifício calibrado
Válvula de Vazão mínima
Durante a operação com vazão reduzida, a válvula de vazão mínima abre um by-pass, protegendo, desta maneira a bomba. Durante operação normal sempre que a vazão for maior que a mínima, a linha de by-pass permanece fechada (Vide figs. 13 e 14).
Deverá possuir manômetro para controlar o ponto de operação da bomba.
Considerar válido para o recalque as recomendações a, b, f, g, i, I, m, referentes à tubulação de sucção.
i)
j)
Fig. 14 - Válvula de vazão mínima em corte
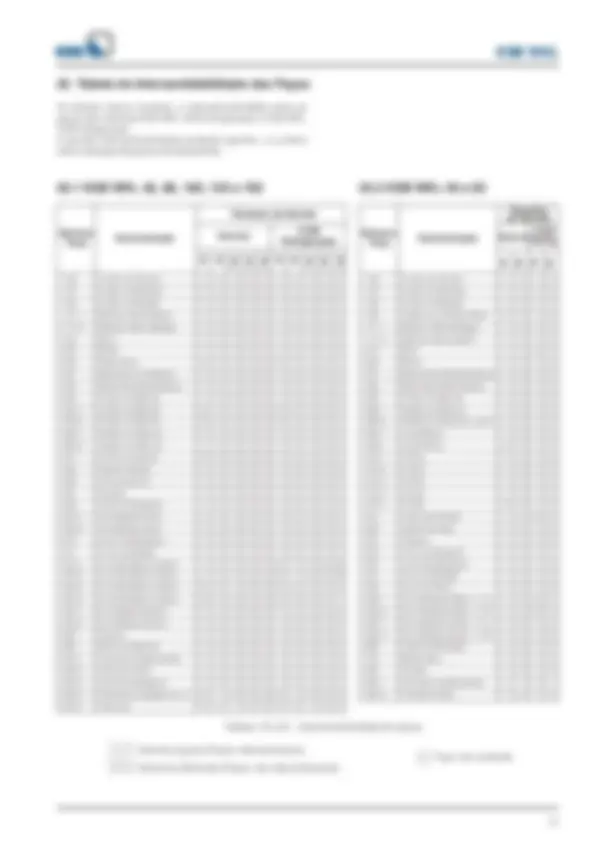
10.8 Estágio Cego
Caso a bomba deva operar em duas fases de instalação com alturas manométricas diferentes ou caso a altura manométrica tenha sido super dimensionada em relação a realmente existente de forma que somente torneando os rotores não se conseguiria atender aos dados hidráulicos desejados podem ser instaladas buchas cegas. Para tanto, retirar rotor e difusor do estágio a ser cegado e instalar luva distanciadora (525) e bucha cega (54.1) (vide fig. 15).
Fig. 13 - Instalação típica com válvula de vazão mínima
Deve ser considerada a sequência de montagem dos estágios cegos das tabelas 5 e 6.
1 2345678910 11 12 1314151617 X O O O O O O O O O O O O O O O X X X X X X X X X X X X X X O X O X O X O X O X O X O X O O X O X O X O X O X O X O O O X O X O X O X O X O X O O O X O X O X O X O X O O O O X O X O X O X O X O O O O X O X O X O X O O O O O X O X O X O X O O O O O X O X O X O O O O O O X O X O X O O O O O O X O X O O O O O O O X O X O O O O O O O X O O O O O O O O X O O O O O O O O O O O O O O O 1 2 3 4 5 6 7 8 150 125
100 80
65
40
Número de Estágios da Bomba
Montagem do Lado de Sucção
Vedação do Eixo COM Gaxeta e COM Resfriamento Número deEstágios
Cegos
Número Admissível de Estágios Cegos
1 2345678910 11 12 1314151617 X O O O O O O O O O O O O O O O X X X X X X X X X X X X X X O X O X O X O X O X O X O X O O X O X O X O X O X O X O O O X O X O X O X O X O X O O O X O X O X O X O X O O O O X O X O X O X O X O O O O X O X O X O X O O O O O X O X O X O X O O O O O X O X O X O O O O O O X O X O X O O O O O O X O X O O O O O O O X O X O O O O O O O X O O O O O O O O X O O O O O O O O O O O O O O O 1 2 3 4 5 6 7 8 150 125
100
80
65 40
Número de Estágios da Bomba
Montagem do Lado de Sucção Vedação do Eixo COM Gaxeta e SEM Resfriamento ou Selo Mecânico Número deEstágiosCegos
Número Admissível de Estágios Cegos
Fig. 15 - Estágio cego
Tabelas 5 e 6 - Montagem dos estágios cegos
= estágio de bomba normal com rotor, difusor, anel de desgaste. = estágio cego com bucha cega e luva distanciadora.
O
X
3M
6D
6ES 7S2 20E
7E2 (^) 8D 15S 15E
8D1 7E
7S
1M 20E
10.9 Descrição da Tubulações e Conexões
Auxiliares
Somente para bombas COM Refrigeração Utilizar para bombas tamanhos 40 e 65 Conexões 1/2” Somente para bombas tamanhos 40 e 65
Fig. 16 - Tubulações e Conexões Auxiliares
1
TABELA DE CONEXÕES Denominação Manômetro Manvacuômetro Dreno Escorva Resfriamento - Entrada Resfriamento - Saída Gotejamento Alívio de Pressão - Entrada Alívio de Pressão - Saída
Conexão RoscaBSP 1M 3M 6D 6ES 7E.1 e 7E. 7S.1 e 7S. 8D.1, 8D.
15E
1/2” 1/2”
1/4” 1/2”
Graxeira
1
1
1/2”
1/2” 3/8”
15S Alívio de Pressão - Saída 20E.1, 20E.2 Graxeira
3/8” 1/4”
2 13E.1 e 13E. 3 13D.1 e 13D.
3 1/4” 1/4” 2 3/8” 2
2 3
Tabela 7 - Conexões padronizadas
Notas: 1)
Para bombas com selos mecânicos pode existir outras conexões instaladas na sobreposta. Em caso de fornecimento com selo seguirão instruções complementares.
Tubulação de entrada e/ou saída de resfriamento deve ser seguida de registro e visor destinadas a controlar a vazão e observar o escoamento.
11. Acessórios
11.1 Base
Padrão KSB, de chapa dobrada para KSB WKL 32 e aço estrutural soldado para demais tamanhos. Inclui jogo de chumbadores, parafusos niveladores, porcas e arruelas.
11.2 Protetor de Acoplamento
Para melhor segurança na operação deve ser instalado protetor de acoplamento. São construído conforme padrão KSB, de aço ou latão, sendo aparafusados na tampa do
Extravasor Reservatório
12.3.2 Supervisão Mensal
Verificar: a) Intervalo de troca de óleo. Para tanto consultar o Capítulo13.1.
b) Temperatura dos mancais. Vide item “e” do Capítulo 12.
c) Controlar a temperatura do líquido de resfriamento. Vide Capítulo 7.
12.3.3 Supervisão Semestral
Verificar:
a) Parafusos de fixação da bomba, do acionador e da base.
b) Alinhamento do conjunto bomba-acionador.
c) Lubrificação do acoplamento (quando aplicável).
d) Substituir o engaxetamento se necessário.
e) Dispositivo de proteção contra operação inferior a vazão mínima.
f) Recalibração dos instrumentos de medição.
12.3.4 Supervisão Anual
Desmontar a bomba para manutenção. Após limpeza inspecionar minuciosamente o estado dos mancais, dos retentores, das juntas, dos O’Rings, dos rotores, das regiões internas do corpo espiral (controlar também espessura), das áreas de desgaste e do acoplamento.
Nota: Em instalações com boas condições de operação e líquido bombeado não agressivo aos materiais da bomba a supervisão anual poderá ser bi-anual.
12.4 Providências para a Parada da Bomba
Na parada da bomba observar as seguintes providências: Fechar a válvula de recalque.
Desligar o acionador e observar a parada gradativa e suave do conjunto.
Fechar a válvula de sucção (se houver).
Fechar as tubulações auxiliares (quando houver e desde que não haja contra indicações).
a)
b)
c)
d)
13. Manutenção
13.1 Manutenção dos Mancais
13.1.1 Colocação do Óleo no Mancal (para
tamanhos 40 e 65)
A finalidade da manutenção, neste caso, é prolongar ao máximo a vida útil do sistema de mancais. Quando a bomba está em operação a manutenção abrange o controle da temperatura dos rolamentos e do nível de óleo no suporte.
As bombas saem da fábrica sem óleo no suporte e após a constatação de que o mesmo está livre de sujeira ou umidade, o preenchimento do copo lubrificador deve ser da seguinte maneira: Extrair o bujão da parte superior do suporte de mancal. Certificar-se que o bujão de dreno está apertado.
Completar com óleo através do furo da parte superior, até que vaze pelo extravasor da tampado mancal (vide fig.17).
Recolocar o bujão na parte superior do suporte de mancal.
a)
b)
c)
Fig. 17 - Colocação de óleo no mancal
Nota: Alertamos que tanto uma lubrificação deficiente quanto uma excessiva, trazem efeitos prejudiciais.
13.1.2 Intervalos de Lubrificação e
Especificação de Óleo
As propriedades dos lubrificantes deterioram-se em virtude do envelhecimento e trabalho mecânico, além disso, todos os lubrificantes sofrem contaminação em serviço, razão pela qual devem ser completados e trocados de tempos em tempos. A primeira troca deve ser feita após as primeiras 200 a 300 horas de trabalho. A troca seguinte deve ser feita após 1. ou 2.000 horas de trabalho. Isto para evitar que partículas não eliminadas pela limpeza e que se misturam com o óleo venham a prejudicar os rolamentos. A partir daí fazer a troca a cada 3.000 horas de trabalho efetivo ou pelo menos 1 vez ao ano (obedecer o que acontecer primeiro). No máximo a cada 2 anos os mancais devem ser lavados.
Tabela 7 - Especificação do óleo lubrificante
Até 3.000 rpm ATLANTIC CASTROL ESSO MOBIL OIL IPIRANGA PETROBRÁS SHELL TEXACO
Fabricante EUREKA - 68 HYSPIN - AWS 68 Óleo p/Turbina - 68 DTE - 26 IPITUR AW - 68 MARBRAX TR - 68 TELLUS - 68 REGAL R&O - 68
Acima de 3.000 rpm EUREKA - 46 HYSPIN - AWS 46 Óleo p/Turbina - 46 DTE - 24 IPITUR AW - 46 MARBRAX TR - 46 TELLUS - 46 REGAL R&O - 46
ATENÇÃO!
Tabela 8 - Quantidade de óleo por mancal (em litros)
1ª Carga Gasto Anual Aproximado
Bomba Tamanho
0,11 litros 2,30 litros
0,17 litros 2,30 litros
13.1.3 Intervalos de Lubrificação e
Quantidade de Graxa (para os
tamanhos 32, 80, 100, 125 e 150).
Durante a montagem em nossa fábrica, os rolamentos recebem uma carga de graxa. Decorrido o intervalo de lubrificação (número de horas de funcionamento efetivo) os rolamentos devem ser relubrificados, devido à deteriorização e envelhecimento dos lubrificantes, evitando- se desse modo contatos metálicos, corrosões e desgastes. Atingido o intervalo de lubrificação (vide tabela 9), deve-se aplicar a graxa correta e na quantidade indicada, através da graxeira localizada na parte do corpo do mancal.
rpm KSB WKL 32 KSB WKL 80 KSB WKL 100 KSB WKL 125 KSB WKL 150 KSB WKL 32 KSB WKL 80 KSB WKL 100 KSB WKL 125 KSB WKL 150
Sucção
Recalque
rpm
Lado
Intervalo de Lubrificação (em horas de trabalho)
Qtde. deGraxa porRolamento
Tamanho da Bomba
Tabela 9 - Intervalo da lubrificação em função da rotação
Observação: A Tabela acima foi elaborada de acordo com o manual do fabricante de rolamentos, como regra prática pode ser adotado um intervalo de lubrificação de 3 meses para todos os tamanhos.
Recomendamos o emprego de graxa a base de lítio, que nunca deverá ser misturada com outras que sejam a base de sódio ou cálcio (vide tabela 10). 0 ponto de gotejamento deve ser inferior a 175 C.^0
Tabela 10 - Especificação da graxa
ATLANTIC
CASTROL
ESSO
IPIRANGA
Fabricante Litholine 2 Graxa Lm 2 Beacon 2 Isaflex 2
Graxa Fabricante Graxa MOBIL PETROBRÁS SHELL TEXACO
Mobil Grease 77 Lubrax Indl GM A Shell Alvania R 2 Marfak Mp
Nota: Alertamos que tanto uma lubrificação deficiente quanto uma excessiva, trará danos aos rolamentos.
13.2 Manutenção da Vedação do Eixo
13.2.1 Manutenção do Selo Mecânico
Em caso de fornecimento de bomba com selo mecânico seguirá anexo a esta, instruções complementares do fabricante do selo.
13.2.2 Manutenção da Gaxeta
Parar a bomba.
Soltar as porcas do aperta gaxeta e empurrá-lo em direção ao mancal.
Extrair, com auxílio de uma haste flexível todos os anéis da gaxeta. Limpar a câmara.
Verificar a superfície da luva protetora. Caso apresentar rugosidades ou sulcos que prejudicarão a gaxeta, a luva poderá sofrer uma reusinagem no diâmetro de no máximo 1 mm, ou deve ser trocada. Cortar novos anéis de gaxeta de preferência com extremidades oblíquas (vide Fig. 18). Para facilidade deste corte pode ser usado um dispositivo de fácil confecção (Vide Fig. 19).
Se o engaxetamento já foi apertado na profundidade equivalente a espessura de um anel de gaxeta e mesmo assim apresentar vazamento excessivo, o mesmo deverá receber manutenção conforme abaixo:
Fig. 18 - Corte oblíquo da gaxeta
Fig. 19 - Dispositivo para cortar anéis de gaxeta
Untar o diâmetro interno de cada anel de gaxeta com graxa. Proceder a montagem na seqüência inversa da desmontagem, introduzindo cada peça no interior da câmara com o auxílio do aperta gaxeta. Os anéis de gaxeta deverão ser montados com o corte defasado cerca de 90 um em relação ao outro. (Vide Fig. 20).^0
Fig. 21 - Liberação da conicidade da luva de trava do mancal (350)
Estando a luva de trava (52-4) liberada, como uso de 2 chaves de fenda apoiadas na face do suporte de mancal, extrair conjuntamente porca de mancal, chapa de segurança e luva de trava (vide fig. 22).
Fig. 22 - Extração conjunta da porca de mancal, chapa de segurança e luva de trava
Junto com o corpo de mancal (350) sai o anel externo do rolamento radial de rolos (322). Após a limpeza constatando-se estar o mesmo em boas condições não deve-se extraí-lo.
Fig. 23 - Rolamento completo
1 - Pista extrena do rolamento 2 - Luva de trava 3 - Pista interna 4 - Chapa de segurança 5 - Porca de mancal
1 2 3 4 5
15. Sequência de Desmontagem da Bomba
Retirar a tampa do mancal (360.2).
Soltar a porca do mancal (923) e com o auxílio dos parafusos extratores (901.4) retirar o corpo do mancal (350).
Caso o suporte e o rolamento não se desloque do eixo, usar um sacador de 2 garras. Após a limpeza constatando que o rolamento está em boas condições, não deve ser extraído.
Extrair o aperta gaxeta (452).
Retirar o anel de segurança (932) e anel distanciador (504.1/2) (vide fig. 24).
15.1.1 Lado Pressão (Rolamento de Esfera)
Para facilitar, a sequência de desmontagem, iniciar pelo corpo de recalque.
Fig. 24 - Retirada do anel de segurança e anel distanciador
Retirar a luva distanciadora (525.2) junto com o anel centrifugador.
Retirar a luva protetora (524.2) e anel o’ring (442.2).
Se necessário, retirar o anel centrifugador (507), introduzindo uma chave de fenda no rasgo do anel.
15.1 KSB WKL 32, 80, 100, 125 e 150
Soltar as tubulações de entrada do líquido de refrigeração.
Soltar as porcas (920.2) e extrair a caixa de gaxeta (451) com a junta plana (400.3) e o o'ring (412.3).
Retirar as luvas protetoras do eixo (524.1, 524.2 e 524.3), para a KSB WKL 100 também a 524.4. A KSB WKL 32 não utiliza a luva protetora do eixo 524.3.
15.1.2 Bomba COM Refrigeração
ATENÇÃO!
Na sequência, para desmontarmos os corpo de estágio, fazer as devidas marcações nas peças.
Soltar as porcas (920.3) e retirar os tirantes (905) (vide fig. 25).
Fig. 25 - Marcação das peças e desmontagem dos tirantes
Calçar com madeira a região inferior dos corpos de estágio (108) para evitar pancadas e esforços no eixo.
Passar dois tirantes e cordas no corpo de pressão (107) para facilitar a desmontagem e evitar pancadas no eixo.
Com um pedaço de chumbo ou uma alavanca desencaixar o corpo e desmontá-lo. O difusor do último estágio (171.1) e o o’ring (412.1) saem juntos com o corpo de pressão.
Em seguida tirar o rotor (230), o corpo de estágio (108), a luva de estágio (521) e a chaveta (940.1/2/3/4), consecutivamente para todos os outros estágios.
Retirar a tampa do mancal (360.2).
Soltar a porca do mancal (923) e com o auxílio dos parafusos extratores (901.4) retirar o corpo do mancal (350).
Caso o suporte e o rolamento não se desloque do eixo, usar um sacador de 2 garras. Após a limpeza constatando que o rolamento está em boas condições, não deve ser extraído.
Extrair o aperta gaxeta (452).
Travar a extremidade do eixo lado sucção usando a chaveta (940.1) e dispositivo de trava do eixo. Retirar a
15.2.1 Lado Pressão (Rolamento de Esfera)
ATENÇÃO:
Para facilitar, a sequência de desmontagem, iniciar pelo corpo de recalque.
15.2 KSB WKL 40 e 65
luva roscada do eixo (524.2), juntamente com o o’ring (412.4) (vide Fig. 26).
Fig. 26 - Retirada da luva protetora do eixo
Soltar as tubulações de entrada e saída do líquido de refrigeração.
Soltar as porcas (920.2) e extrair a caixa de gaxeta (451) com a junta plana (400.3) e o o'ring (412.3).
Na sequência, para desmontarmos os corpo de estágio, fazer as devidas marcações nas peças.
Soltar as porcas (920.3) e retirar os tirantes (905) (vide fig. 27).
15.2.2 Bomba COM Refrigeração
Fig. 27 - Marcação das peças e desmontagem dos tirantes
Calçar com madeira a região inferior dos corpos de estágio (108) para evitar pancadas e esforços no eixo.
Passar dois tirantes e cordas no corpo de pressão (107) para facilitar a desmontagem e evitar pancadas no eixo.
Com um pedaço de chumbo ou uma alavanca desencaixar o corpo e desmontá-lo. O difusor do último estágio (171.1) e o o’ring (412.1) saem juntos com o
A
Medir o corpo de estágio, somar a esta medida 0,3 mm (”e”) e teremos a medida E1. A soma das medidas do rotor e da luva de estágio fornece a medida E2. A condição necessária é E1=E2. Havendo diferenças, estas devem ser compensadas na luva de estágio. Estando E2 menor que E1, colocar nova luva maior. Estando E2 maior que E1, reusinar a luva de estágios tirando metade de cada lado, mantendo o paralelismo entre as duas faces de encosto. Obedecer ainda as recomendações do Capítulo 16.4.
18. Sequência de Montagem do Conjunto
Girante
Antes da montagem todas as peças devem estar limpas e rebarbadas. A montagem deve ser feita sobre uma superfície plana (ex. desempeno). Todas as peças de montagem justa precisam receber, uma camada de pasta de bissulfato de molibdênio (ex. Molykote pasta G) (vide fig. 31).
18.1 KSB WKL 32, 80, 100, 125 e 150
No eixo, monta-se a luva protetora (524.1), o-ring (412.1) e luva distanciadora (525.1).
Após colocar o anel de segurança. Montar o eixo (210) no corpo de sucção com anel de desgaste já com o rotor de 1º estágio.
Ao montar o rotor (230) puxar o eixo para o lado recalque e empurrar o rotor até que ele encoste no corpo de sucção. Não permitir que o eixo se movimente.
Montar o corpo de estágio (com luva, difusor, rotor), consecutivamente para todos os outros estágios.
Colocar os tirantes (905), arruelas (554) e peças (920.3).
Apertar os tirantes de maneira cruzada e uniforme usando-se torquimetro (ver os valores da tabela 14).
Fig. 31 - Sequência de montagem do conjunto girante
A sequência é feita a partir do lado sucção, na seguinte ordem:
Não montar o difusor (171.2) em cima da trava existente no corpo de estágio (108).
Tabela 14 - Torque de aperto aplicado nos tirantes
KSB WKL 32 KSB WKL 40
Tamanho da Bomba
Número de Estágios
Torque (Kgf/m)
KSB WKL 80 KSB WKL 100 KSB WKL 125 KSB WKL 150
KSB WKL 65
--
1 à 10 11 à 14 -- -- -- --
8 8 12 15 20 25 30 35
18.1.1 Ajuste Axial do Conjunto Girante
KSB WKL 32, 80, 100, 125 e 150
Ajustagem axial do conjunto girante, composto pelas peças (230, 504.1, 521, 524, 525 e 932), é feito através da usinagem do anel distanciador (504), ou seja, o anel é ajustado para que o conjunto girante fique sem folga axial entre os anéis de segurança (932).
A centragem dos rotores (230) nos difusores (171.1 e171.2) é feita através do anel distanciador (504.2), de seguinte forma: Com a bomba montada sem os rolamentos, empurrar o eixo na direção da sucção (sentido da seta) (vide fig. 32) até os rotores (230) encontrarem nos anéis de desgaste (502), obter então a medida "A".
Fig. 32 - Ajuste axial
Puxar o eixo na direção do recalque (sentido seta) (vide Fig. 33), até os rotores (230) encostarem nos anéis de desgaste (502), e obter assim a medida "B".
ATENÇÃO!
B
Entrada na fórmula calculamos a folga axial (Fa):
Com a medida "C" correspondente à profundidade do alojamento do rolamento lado sucção (ver tabela 15) entrar na fórmula e calcular a espessura do anel distanciador (504.2) medida "E" (vide Fig. 34).
Fig. 33 - Ajuste axial
Fa = A B 2
E = B Fa C 350
C
E
Fig. 34 - Ajuste axial
Tabela 15 - Alojamento do rolamento
KSB WKL 32 KSB WKL 80 KSB WKL 100 KSB WKL 125 KSB WKL 150
Tamanho da Bomba Medidas C 19 40 43 48 60
A posição ideal da pista interna do rolamento lado sucção em relação aos roletes, é aquela onde mesmo com o conjunto todo empurrado no lado recalque a chapa de segurança não atrite na gaiola de fixação dos roletes.
Após completada a montagem da bomba, antes do engaxetamento constatar manualmente de que a mesma está girando livre, sem quaisquer contato entre as partes girantes e estacionária. Em caso de contato não colocar a bomba em operação antes da eliminação da causa.
Antes da montagem todas as peças devem estar limpas e rebarbadas. A montagem deve ser feita sobre uma superfície plana (ex. desempeno). Todas as peças de montagem justa precisam receber, uma camada de pasta de bissulfato de molibdênio (ex. Molykote pasta G) (vide fig. 35).
18.2 KSB WKL 40 e 65
Fig. 35 - Sequência de montagem do conjunto girante
Instalar os o’rings (412.4) nas luvas protetoras.
Montar a luva protetora (524.1) no eixo (210) até encostar no ressalto deste. Apertar com esforço médio.
Montar a luva distanciadora (521.1) no eixo. Montar chaveta (940.2), rotor do 1º estágio (230) e luva de estágio (521).
Ao montar o rotor (230) puxar o eixo para o lado recalque e empurrar o rotor até que ele encoste no corpo de sucção. Não permitir que o eixo se movimente.
Montar os demais corpos de estágio consecutivamente.
Colocar os tirantes (905), arruelas (554) e porca (920.3).
Apertar os tirantes de maneira cruzada e uniforme usando-se torquimetro (ver os valores da tabela 14).
A sequência de montagem é feita a partir do lado sucção, na seguinte ordem:
Montar as peças do mancal lado sucção e lado recalque conforme instruções do Capítulo 17.
- Não montar a difusor (171.2) em cima da trava existente no corpo de estágio (108).
ATENÇÃO!
ATENÇÃO!