
















Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
norma - norma
Tipologia: Notas de estudo
1 / 24

Esta página não é visível na pré-visualização
Não perca as partes importantes!
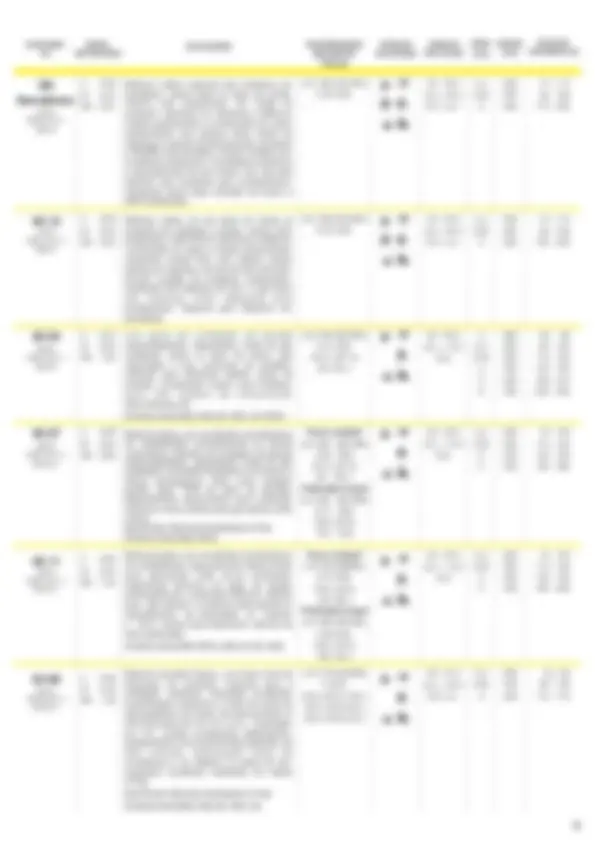
ELETRODO OK
METAL DEPOSITADO
APLICAÇÕES PROPRIEDADES MECÂNICAS TÍPICAS
DIÂM. (mm)
COMPR. (mm)
FAIXA DE CORRENTE (A)
TENSÃO/ TIPO CORR.
POSIÇÃO SOLDAGEM
L.R. 470-500 MPa A 28-33% Ch V (-30° C) 40-60 J
L.R. 470-500 MPa A 28-33% Ch V (-30° C) 40-60 J
CC+ ou -
CC+ ou -
Si Mn
Si Mn
celulósico ASME SFA 5. E
Pipeweld
celulósico ASME SFA 5. E
Uso geral em aços comuns; desempenho incomparável na soldagem de oleodutos, gasodutos, minerodutos e outros tipos de tubulações; indicado para trabalhos fora de posição plana, tais como implementos agrícolas, tanques de veículos, etc. GRANDE PENETRAÇÃO. HOMOLOGAÇÃO: FBTS.
Eletrodo com revestimento celulósico para s o l d a g e m e m t o d a s a s p o s i ç õ e s , especialmente na vertical descendente. S o l d a g e m d e g r a n d e p e n e t r a ç ã o , recomendado para soldagem de oleodutos, gasodutos, minerodutos e tubulações. GRANDE PENETRAÇÃO. HOMOLOGAÇÃO: FBTS.
L.R. 550-600 MPa A 25-30%
CC + ou -
Si Mn
Femax
rutílico Manual ASME SFA 5. E
Soldagem em plano, pelo sistema “de contato”, em juntas de topo ou de ângulo; grande quantidade de pó de ferro no revestimento, fácil abertura de arco, alta velocidade de soldagem, belo acabamento, grande produtividade. ALTÍSSIMO RENDIMENTO. HOMOLOGAÇÕES: ABS, BV, DNV, LR, FBTS.
L.R. 500-540 MPa A 22-26%
CC + ou -
Si Mn
Femax
rutílico Manual ASME SFA 5. E
Soldagem, preferivelmente em plano, de juntas de topo ou de ângulo, pelo sistema “de contato”, em chapas de 2 a 8 mm de espessura; alto rendimento, elevada velocidade de soldagem, belíssimo acabamento. GRANDE PRODUTIVIDADE.
L.R. 480-520 MPa A 22-24%
CC + ou -
Si Mn
rutílico ASME SFA 5. E
Uso geral, todos os tipos de juntas em todas as posições, produzindo cordões de excelente acabamento; soldagem de chapas navais, estruturas metálicas, construções em geral; bom desempenho em chapas galvanizadas, juntas sem preparação e ponteamento. HOMOLOGAÇÕES: ABS, BV, DNV, LR.
L.R. 480-510 MPa A 28-33% Ch V (-30° C) 35-65 J
Si Mn
celulósico ASME SFA 5. E
Soldagem em CA de aços doces comuns utilizados em estruturas metálicas, tanques, vasos de pressão, veículos, implementos agrícolas, tubulações em geral. GRANDE PENETRAÇÃO.
L.R. 490-520 MPa A 22-24% Ch V (-30° C) 30-50 J
Si Mn
celulósico ASME SFA 5. E
Uso geral em aços comuns para fabricação e reparos em tanques, vagões, máquinas agrícolas, construção naval, estruturas metálicas, tubulações, etc. GRANDE PENETRAÇÃO.
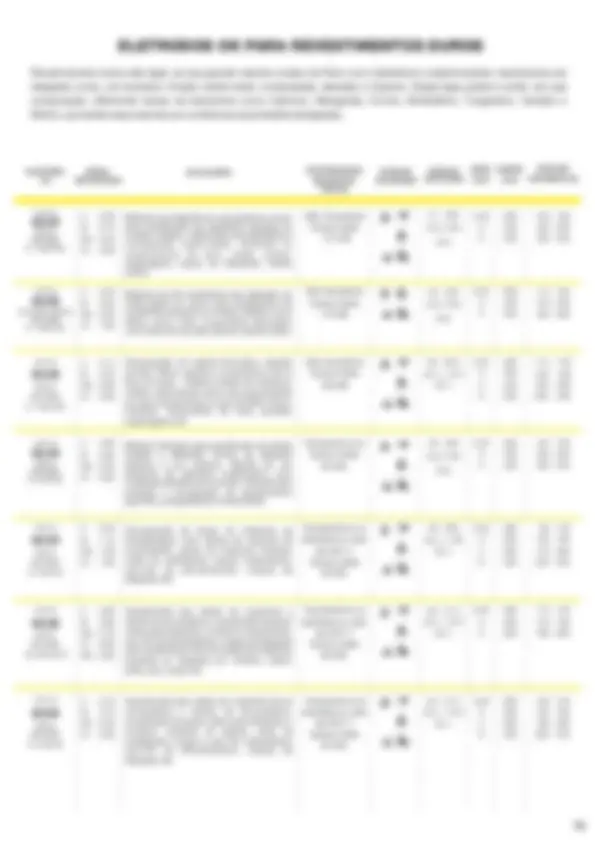
ELETRODO OK
METAL DEPOSITADO
APLICAÇÕES PROPRIEDADES MECÂNICAS TÍPICAS
DIÂM. (mm)
COMPR. (mm)
FAIXA DE CORRENTE (A)
TENSÃO/ TIPO CORR.
POSIÇÃO SOLDAGEM
“Como soldado” L.R. 560 - 600 MPa A 26 - 30% Ch V (-45° C) 80 - 100 J “TTPS 630°C/10,5h” L.R. 520 - 540 MPa A 31 - 33% ChV (-45°C) 100 - 120J
básico ASME SFA 5. E7018-
Eletrodo básico com excelentes características de soldabilidade, principalmente na vertical ascendente. Utilizado em soldagem de grande responsabilidade, depositando metal de alta qualidade e excelente resistência ao impacto a baixas temperaturas, tanto como soldado quanto após TTPS de alívio de tensões. Especialmente desenvolvido para contrução off shore e naval, esferas para gás natural, entre outros. ELETRODO TESTADO NO ENSAIO CTOD HOMOLOGAÇÕES: FBTS.
L.R. 530-590 MPa A 27-32% Ch V (-30° C) 90-120 J
básico ASME SFA 5. E
U s o g e r a l e m s o l d a g e m d e g r a n d e responsabilidade, depositando metal de alta qualidade; todos os tipos de juntas; alta velocidade e boa economia de trabalho; indicado para estruturas rígidas, vasos de pressão, construções navais, aços fundidos, a ç o s n ã o l i g a d o s d e c o m p o s i ç ã o desconhecida, etc. HOMOLOGAÇÕES: ABS, BV, DNV, LR, FBTS.
L.R. 480-520 MPa A 22-24%
CC + ou -
Eletrodo rutílico de uso geral em todas as posições de soldagem e juntas, mesmo sem preparação. Aplicável em estruturas metálicas, construções em geral e chapas galvanizadas. Apresenta manejo fácil, arco estável, baixas perdas por respingo, escória de fácil remoção. Produz cordões de excelente acabamento. Apresenta fácil abertura de arco, o que torna s e u e m p r e g o m u i t o a d e q u a d o p a r a ponteamento. Especial para trabalhos em serralheria.
rutílico ASME SFA 5. E
L.R. 480-520 MPa A 22-24%
CC + ou -
Si Mn
Si Mn
Si Mn
Si Mn
Eletrodo rutílico especial para trabalhos em serralheria. Solda todos os tipos de juntas, mesmo sem preparação, em todas as posições. Aplicável em estruturas metálicas, chapas galvanizadas e construções em geral, apresentando arco estável, baixo índice de respingos e escória de fácil remoção, tornando o trabalho mais produtivo. Produz cordões com excelente acabamento. A facilidade na abertura e reacendimento de arco fazem com que este eletrodo seja excelente para ponteamentos. Apresenta ainda baixa emissão de fumos e ótimo rendimento.
rutílico ASME SFA 5. E
“Como soldado”
“TTPS 630°C/10,5h”
L.R. 550-590MPa A 27-30% ChV (-45°C) 140-160 J
L.R. 500-530 MPa A 30-35% ChV (-45°C) 100-140 J
Si Mn
Básico ASME SFA 5. E7018-
Eletrodo básico com excelentes características de soldabilidade, especialmente desenvolvido para aplicações onde faz-se necessário tratamentos térmicos de alívio de tensão prolongados (ex.: construção Offshore, esferas para gás natural). O metal de solda atende os requerimentos de tenacidade ao impacto a -45ºC, mesmo após tratamento térmico de alívio de tensões. HOMOLOGAÇÕES: FBTS, ABS, LR, BV, DNV.
L.R. 510-640MPa A 26% ChV (-20°C) 160 J ChV (-40°C) 85 J ChV (-50°C) 50 J
CC+ ou -
Si Mn
Básico ASME SFA 5. E7016-
Eletrodo revestido básico, com baixo nível de absorção de umidade, indicado para a soldagem unilateral. Apresenta excelentes propriedades mecânicas e metal de solda de alta qualidade, com baixo teor de impurezas. O OK 53.68 opera em CA, CC+ e CC-. A operação em CC- mostra excepcional desempenho, apresentando uma poça de fusão pequena, de fácil controle, minimizando riscos de mordeduras e de defeitos no passe de raiz. Apresenta excelentes resultados em testes CTOD. ELETRODO TESTADO NO ENSAIO CTOD HOMOLOGAÇÕES: ABS, BV, DNV, GL.
L.R. 680-720 MPa A 20-24%
Si Mn Ni Mo
celulósico ASME SFA 5. E9010-G
L.R. 610-650 MPa A 22-25%
Si Mn Ni Mo
celulósico ASME SFA 5. E8010-G
L.R. 520-590 MPa A 23-26%
Si Mn Ni Mo
celulósico ASME SFA 5. E7010-G
ELETRODO OK
METAL DEPOSITADO
DIÂM. (mm)
COMPR. (mm)
FAIXA DE CORRENTE (A)
TENSÃO/ TIPO CORR.
POSIÇÃO SOLDAGEM
L.R. 510-560 MPa A 23-25%
Si Mn Mo
celulósico ASME SFA 5. E7010-A
PROPRIEDADES MECÂNICAS TÍPICAS
L.R. 530-600 MPa A 23-25% Ch V (-30° C) 45-60 J
CC+ ou -
Si Mn Ni Mo
Pipeweld
celulósico ASME SFA 5. E7010-P
L.R. 600-650 MPa A 20-24% Ch V (-30° C) 60-80 J
CC+ ou -
Si Mn Ni Mo
Pipeweld
celulósico ASME SFA 5. E8010-P
L.R. 660-710 MPa A 19-23% Ch V (-30° C) 30-40 J
CC+ ou -
Si Mn Ni Mo
Pipeweld
celulósico ASME SFA 5. E9010-P
Soldagem de grande penetração e altíssima r e s i s t ê n c i a , e m t o d a s a s p o s i ç õ e s , especialmente na vertical descendente; recomendado para soldagem de oleodutos, gasodutos, minerodutos e tubulações API 5L X70 a X80. GRANDE PENETRAÇÃO.
Soldagem de grande penetração e altíssima resistência, em todas as posições, especialmente na vertical descendente; recomendado para soldagem de oleodutos, gasodutos, minerodutos e tubulações API 5L X60 a X70. GRANDE PENETRAÇÃO. HOMOLOGAÇÃO: FBTS.
Soldagem de grande penetração e alta resistência, em todas as posições, especialmente na vertical descendente; recomendado para soldagem de oleodutos, gasodutos, minerodutos e tubulações API 5L X52 e X56. GRANDE PENETRAÇÃO.
APLICAÇÕES
Soldagem de grande penetração e alta resistência, em todas as posições, especialmente na vertical descendente; recomendado para s o l d a g e m d e o l e o d u t o s , g a s o d u t o s , minerodutos e tubulações API 5L X52 e X56. GRANDE PENETRAÇÃO.
Eletrodo com revestimento celulósico para aços baixa liga. Soldagem de grande penetração e alta resistência, em todas as p o s i ç õ e s , e s p e c i a l m e n t e n a v e r t i c a l descendente; recomendado para soldagem de oleodutos, gasodutos, minerodutos e tubulações API 5L X52 e X60. HOMOLOGAÇÃO: FBTS.
Eletrodo com revestimento celulósico para aços baixa liga. Soldagem de grande penetração e alta resistência, em todas as p o s i ç õ e s , e s p e c i a l m e n t e n a v e r t i c a l descendente; recomendado para soldagem de oleodutos, gasodutos, minerodutos e tubulações API 5L X60 a X HOMOLOGAÇÃO: FBTS.
Eletrodo com revestimento celulósico para soldagem na corrente contínua em todas as p o s i ç õ e s , e s p e c i a l m e n t e n a v e r t i c a l descendente. Soldagem de de grande p e n e t r a ç ã o e a l t í s s i m a r e s i s t ê n c i a , recomendado para soldagem de oleodutos, gasodutos, minerodutos e tubulações API 5L X70 a X80. HOMOLOGAÇÃO: FBTS.
“Como soldado” L.R. 590-610MPa A 30 - 34% ChV (-30°C) 100 - 120 J “TTPS 600°C / 2h” L.R. 540-560MPa A 33 - 37% ChV (-30°C) 90 - 110 J
Si Mn Ni
básico ASME SFA 5. E7018-G
Eletrodo com revestimento básico indicado para aplicação na indústria naval e “off shore”. Apresenta metal depositado com cerca de 1% Ni que proporciona excelente tenacidade ao impacto a baixas temperaturas nas condições como soldado e após tratamento térmico de alívio de tensões. Indicado em soldagens de grande responsabilidade e chapas de grande espessura. Apresenta arco suave e boa molhabilidade. ELETRODO TESTADO NO ENSAIO CTOD HOMOLOGAÇÃO: FBTS.
L.R. 540-570 MPa A 26-30% Ch V (-18° C) 80 - 120 J Ch V (-29° C) 60 - 90 J
Si Mn Cr Ni Cu
básico ASME SFA 5. E7018-W
Soldagem de aços patináveis resistentes à corrosão atmosférica do tipo Ntu-SAC 41 e 50, Ntu-SAC 300 e 350, Cor-Ten, Yaw-Ten, Cos- Ar-Cor, etc. Empregados na construção de pontes, viadutos, edifícios, equipamentos agrícolas e para mineração, navios, vagões, plataformas marinhas e outras construções em contato com água salgada. Apresenta excelente resistência ao impacto em baixas temperaturas aliada a boas propriedades de resistência mecânica. TAMBÉM ATENDE OS REQUISITOS PARA A CLASSIFICAÇÃO E7018-G.
L.R. 620-670 MPa A 26-28% Ch V (-51° C) 35-70 J
básico ASME SFA 5. E9018-D
Soldagem de grande responsabilidade em aços estruturais de baixa liga com mesma composição ou propriedades mecânicas; também para certos aços resistentes ao calor, aços sujeitos a tratamento térmico após soldagem.
ELETRODO OK
METAL DEPOSITADO
APLICAÇÕES DIÂM. (mm)
COMPR. (mm)
FAIXA DE CORRENTE (A)
TENSÃO/ TIPO CORR.
POSIÇÃO SOLDAGEM
L.R. 550-590 MPa A 25-30%
Si Mn Mo
básico ASME SFA 5. E7018-A
Soldagem de grande responsabilidade em aços ligados ao molibdênio, resistentes ao calor; para vasos de pressão, caldeiras, tubulações, etc; recomenda-se pré-aquecimento do metal base.
L.R. 550-610 MPa A 26-30%
Si Mn Ni
básico ASME SFA 5. E8018-G
Soldagem de responsabilidade em aços ASTM A-516-Grau 70, bem como em aços de alta resistência e aços ligados ao Ni para baixas temperaturas; alta qualidade do metal depositado; recomendado para soldagem de plataformas de grande espessura.
L.R. 650 - 670 MPa A 23 - 25% Ch V (-40° C) 50 J Dureza Típica: 250 HV
Si Mn Mo
básico ASME SFA 5. E9018-D
Soldagem de grande responsabilidade de aços de alta resistência e baixa liga com composição ou propriedades mecânicas similares. Apresenta excelente tenacidade ao impacto. ALTÍSSIMO RENDIMENTO.
L.R. 630-700 MPa A 24-26% Ch V (-51° C) 35-60 J
básico ASME SFA 5. E9018-M
Soldagem de grande responsabilidade em aços de elevada resistência e baixa liga, com propriedades mecânicas equivalentes, com ou sem tratamento térmico de alívio de tensões; especialmente indicado para a soldagem de aço do tipo USI SAR-60; aplicável no ponteamento e na soldagem de passes de raiz e juntas de ângulo em aços do tipo T1, N-A- XTRA70, HY80 e HY90, e demais aços de altíssima resistência, temperados e revenidos, onde é requerida ótima dutilidade. TAMBÉM ATENDE OS REQUISITOS PARA A CLASSIFICAÇÃO E9018-G.
Si Mn Ni Mo
PROPRIEDADES MECÂNICAS TÍPICAS
Si Mn Mo Ni
ELETRODO OK
METAL DEPOSITADO
APLICAÇÕES DIÂM. (mm)
COMPR. (mm)
FAIXA DE CORRENTE (A)
TENSÃO/ TIPO CORR.
POSIÇÃO SOLDAGEM
PROPRIEDADES MECÂNICAS TÍPICAS
“Como soldado” L.R. 570-610 MPa L.E. 500-540 MPa A 29-30% ChV (-29°C) 150-175 J ChV (-40°C) 130-160 J
“TTPS 620°C / 8h” L.R. 560-580 MPa L.E. 485-500 MPa A 29-30% ChV (-29°C) 160-180 J ChV(-40°C) 140-170 J
ASME SFA 5. E8018-C
Soldagem de aços de alta resistência entre 70 e 80 Ksi (483 - 552 Mpa), principalmente onde é requerida alta tenacidade ao impacto. D e p o s i t a u m m e t a l d e s o l d a c o m aproximadamente 1%Ni, o qual apresenta altos valores de tenacidade em temperaturas tão baixas como -40°C, mesmo quando submetido a TTPS de alívio de tensões. HOMOLOGAÇÕES: ABS, LR , DNV.
Si Mn Ni Mo
“TTPS 620°C / 8h” L.R. 704 MPa L.E. 607 MPa A 24% “TTPS 690°C / 1h” L.R. 669 MPa L.E. 580 MPa A 25% “TTPS 690°C / 8h” L.R. 662 MPa L.E. 566 MPa A 26%
ASME SFA 5. E8018-B2H4R
Eletrodo revestido básico de baixo hidrogênio para todas posições de soldagem usado para soldar aços, tais como 0,5%Cr - 0,5% Mo, 1%Cr - 0,5% Mo e 1,25%Cr - 0,5% Mo. Principalmente usado em centrais de bombeamento e caldeiras na união de chapas, tubos, peças fundidas e forjadas. HOMOLOGAÇÕES: ABS.
Si Mn Cr Mo
“TTPS 746°C / 2h” L.R. 758 MPa L.E. 648 MPa A 18% (para 2”) ChV (22°C) 70 J
ASME SFA 5. E9015-B9H4R
Eletrodo revestido básico de baixo hidrogênio desenvolvido para soldar aços 9% Cr - 1% Mo modificados com adição de Vanádio, conhecido pela denominação T91, P91 ou Grau
Si Mn Cr Ni Mo V Cu Nb N
“TTPS 746°C / 1h” L.R. 695 MPa L.E. 593 MPa A 22% (para 2”)
ASME SFA 5. E8018-B6H4R
Eletrodo revestido básico de baixo hidrogênio desenvolvido para soldar aços 5% Cr - 0,5% Mo resistentes à fluência, tais como ASTM A Grau 5, A213-T5 e A335-P5. Estes aços são normalmente utilizados em vasos de pressão e tubulações de alta temperatura.
Si Mn Cr Mo
“TTPS 746°C / 1h” L.R. 676 MPa L.E. 545 MPa A 22% (para 2”)
ASME SFA 5. E8018-B8H4R
Eletrodo revestido básico de baixo hidrogênio desenvolvido para soldar aços 9% Cr - 1% Mo resistentes à fluência, tais como ASTM A213-T e A335-P9. Estes aços são utilizados em vasos de pressão e tubulações de alta temperatura.
Si Mn Cr Mo
“TTPS 690°C / 1h” L.R. 690 MPa L.E. 570 MPa A 23% “TTPS 690°C / 8h” L.R. 650 MPa L.E. 545 MPa A 23%
ASME SFA 5. E9018-B3H4R
Eletrodo revestido básico de baixo hidrogênio para todas posições de soldagem usado para soldar aços 2,5% Cr - 1% Mo. Comumente usados em vasos de pressão, trocadores de calor e componentes relacionados. HOMOLOGAÇÕES: ABS.
Si Mn Cr Mo
ELETRODO OK
METAL DEPOSITADO
APLICAÇÕES (^) DIÂM. (mm)
COMPR. (mm)
FAIXA DE CORRENTE (A)
TENSÃO/ TIPO CORR.
POSIÇÃO SOLDAGEM
L.R. 560-600 MPa A 38-42%
Deposita aço inox, tipo 19/10 com baixíssimo teor de carbono; soldagem de aços com análise similar; também usado em aços endurecidos ao ar, aços ferríticos e martensíticos, etc; resistente à corrosão intergranular. TAMBÉM ATENDE OS REQUISITOS PARA A CLASSIFICAÇÃO E308-17. HOMOLOGAÇÃO: FBTS.
Si Mn Cr Ni
rutílico ASME SFA 5. E308L-
L.R. 600-650 MPa A 31-33%
Deposita aço inox, tipo 19/10 estabilizado ao nióbio; indicado para a soldagem de aços do mesmo tipo estabilizados ao titânio ou nióbio, principalmente quando a construção soldada trabalhar em elevadas temperaturas; sensível à corrosão sulfúrica em altas temperaturas. HOMOLOGAÇÃO: FBTS, ABS, BV, DNV.
Si Mn Cr Ni Mo Nb
rutílico ASME SFA 5. E347-
L.R. 550-600 MPa A 33-38%
Deposita aço inox, tipo 19/12 Mo com baixíssimo teor de carbono/ soldagem de aços com análise similar; também usado em aços estabilizados não sujeitos a ataque corrosivo muito severo; resistente à corrosão intergranular. TAMBÉM ATENDE OS REQUISITOS PARA A CLASSIFICAÇÃO E316-17. HOMOLOGAÇÃO: FBTS, ABS, BV, DNV.
Si Mn Cr Ni Mo
rutílico ASME SFA 5. E316L-
L.R. 550-590 MPa A 30-32%
Deposita aço inox, tipo 25/20; soldagem de aços com análise similar; também usado em aços de soldabilidade limitada e na junção de materiais diversos, por ex. aço inox ao aço comum; sensível à corrosão sulfúrica em altas temperaturas. HOMOLOGAÇÃO: FBTS.
Si Mn Cr Ni
básico ASME SFA 5. E310-
L.R. 650-700 MPa A 31-33%
Eletrodo de aço inoxidável para soldagem dos aços do tipo 25/20. Também se recomenda para a soldagem de aços de difícil soldabilidade, soldagem de aços austeníticos ao manganês e para a união de aços dissimilares. Este eletrodo deposita um metal muito resistente à fissuração a quente.
Si Mn Cr Ni Mo
rutílico ASME SFA 5. E310-
PROPRIEDADES MECÂNICAS TÍPICAS
L.R. 580-620 MPa A 35-45%
Eletrodo rutílico indicado para soldar aços inoxidáveis austeníticos do tipo 13Ni / 19Cr 3.5Mo (317L). O alto teor de Mo oferece melhor resistência corrosão por ácidos e piting em comparação com 316L. Excelente soldabilidade em todas as posições em corrente contínua ou alternada. HOMOLOGAÇÃO: FBTS.
Si Mn Cr Ni Mo
rutílico ASME SFA 5. E317L-
“Como soldado” L.R. 600 MPa L.E. 430 MPa A 45% Ch V (20° C) 95 J “TTPS 720°C/1000h” L.R. 570 MPa L.E. 300 MPa A 45% ChV (20°C) 100J
Eletrodo revestido básico especialmente desenvolvido para aplicações em alta temperatura em indústrias químicas e petroquímicas.
Si Mn Cr Ni Mo Cu
básico ASME SFA5. E308H-
L.R. 600-630 MPa A 32-36%
Deposita aço inox, tipo 23/12; soldagem de aços com análise similar em estado fundido ou forjado; também usado na soldagem de aços dissimilares, como a união de aço inox, tipo 18/8 ao aço carbono; na soldagem do lado revestido em aço inox, tipo 18/8, em chapas revestidas. HOMOLOGAÇÃO: FBTS.
Si Mn Cr Ni Mo
rutílico ASME SFA 5. E309-
ELETRODO OK
METAL DEPOSITADO
APLICAÇÕES DIÂM. (mm)
COMPR. (mm)
FAIXA DE CORRENTE (A)
TENSÃO/ TIPO CORR.
POSIÇÃO SOLDAGEM
L.R.700-750 MPa A 23-24%
Deposita aço inox resistente à corrosão sob tensão, com boa resistência a oxidação superficial até 1150°C. Especialmente indicado na soldagem de aços de composição desconhecida, de escassa soldabilidade ou dissimilares; empregado tambem em aços inoxidaveis, aços ao manganês, aços para molas, aços ferramentas, etc.; ideal para camada de amanteigamento antes do revestimento duro.
Si Mn Cr Ni Mo
rutílico ASME SFA 5. E312-
L.R. 780-830 MPa A 22-24%
Deposita aço inox, tipo 29/9; especialmente indicado na soldagem de aços de composição desconhecida, de escassa soldabilidade ou dissimilares; empregado também em aços inoxidáveis, aços ao manganês, aços para molas, aços ferramenta, etc.; ideal para a camada de amanteigamento antes do revestimento duro.
Si Mn Cr Ni
rutílico ASME SFA 5. E312-
L.R. 600-630 MPa A 30-38%
L.R. 850 MPa L.E. 700 MPa A5 30% ChV (+20°C) 50 J ChV (-40°C) 40 J
Teor de Ferrita FN 35-
L.R. 900 MPa L.R. 700 MPa A5 28% ChV (+20°C) 90 J ChV (-20°C) 70 J ChV (-40°C) 55 J ChV (-60°C) 45 J
Teor de Ferrita FN 35-
Deposita aço inox, tipo 23/12 o qual, considerando-se uma diluição de até 20% do metal base não ligado, proporciona um passe com análise aprox. do tipo 18/10; soldagem da zona de transição em chapas revestidas com aço inox; também na união de aço inox. ao aço não ligado ou de baixa liga.
Eletrodo revestido rutílico para a soldagem de aços austenítico-ferrítico do tipo “Super Duplex”, como por exemplo o SAF 2507 e Zeron 100. O OK 68.53 possui boas características operatórias em todas as posições, exceto na vertical descendente, e fácil remoção de escória. HOMOLOGAÇÕES: DNV.
Eletrodo revestido básico para soldagem de aços austenítico-ferríticos do tipo “Super Duplex”, como por exemplo o SAF 2507 e Zeron 100. O OK 68.55 deposita um metal de solda com elevada ductilidade. HOMOLOGAÇÕES: DNV.
Si Mn Cr Ni Mo
Si Mn Cr Ni Mo N
Si Mn Cr Ni Mo N
básico ASME SFA 5. E309-
rutílico ASME SFA-5. E2594- EN 1600 E 25 9 4 N L R 3 2
básico EN 1600 E 25 9 4 N L B 4 2
L.R. 700-750 MPa A 31-33%
Eletrodo de aço inoxidável com com um elevado teor de liga, destinado à execução de camadas almofada, quando se soldam aços revestidos resistentes aos ácidos e aço inoxidável a outros tipos de aços. O OK 67. p o s s u i c a r a c t e r í s t i c a s o p e r a c i o n a i s excepcionais, quer em CA como em CC. Este eletrodo pode ser utilizado em todas as posições, exceto na vertical descendente. TAMBÉM ATENDE OS REQUISITOS PARA A CLASSIFICAÇÃO E309 MO-17.
Si Mn Cr Ni Mo
rutílico ASME SFA 5. E309MoL-
PROPRIEDADES MECÂNICAS TÍPICAS
L.R. 760-800 MPa A 22-24%
Deposita aço inox, tipo 29/9; soldagem de aços com análise similar, aços de difícil soldabilidade, aços dissimilares, aços ao manganês; recuperação de engrenagens, eixos, virabrequins; revestimento de ferramentas, cilindros, matrizes para plásticos; almofada em fresas, brocas, engrenagens, etc.
Si Mn Cr Ni
básico ASME SFA 5. E312-
ELETRODO OK
METAL DEPOSITADO
APLICAÇÕES DIÂM. (mm)
COMPR. (mm)
FAIXA DE CORRENTE (A)
TENSÃO/ TIPO CORR.
POSIÇÃO SOLDAGEM
PROPRIEDADES MECÂNICAS TÍPICAS
Temperável ao ar resistente ao calor até 500° C Dureza média 55 HRc
CC + ou -
Revestimento de peças sujeitas a desgaste abrasivo severo por solo, pedra, minérios e carvão; aplicável em máquinas/equipamentos agrícolas e de terraplenagem; este produto pode ser usado facilmente em qualquer máquina de solda, inclusive pequenos transformadores com baixa voltagem em vazio.
Si Mn Cr
Hardmat
rutílico DIN 8555 E 6-UM-55-R
Temperável ao ar resistente ao calor até 700° C Dureza média 60 HRc
Revestimento rico em carbonetos de cromo altamente resistente ao desgaste abrasivo de metais e minérios, especialmente desenvolvido para revestimento de partes móveis na indústria de mineração; aplicável em transportadores helicoidais, facas trituradoras, partes de e s c a v a d o r a s , b r i t a d o r e s e m o i n h o s , misturadores, perfuratrizes, etc.
Si Mn Cr
Hardmat
básico DIN 8555 E 10-UM-60-GRZ
Temperável ao ar Dureza média 65 HRc
Eletrodo indicado para revestimento de partes sujeitas a altíssima abrasão e fricção, com impacto moderado em altas temperaturas. Deposita um metal de solda com estrutura austenítica e carbonetos complexos. Indicado para proteção de quebradores de sinter, peneiras de sinterização, sinos de alto fornos e extrema abrasão a frio.
Si Mn Cr W Mo V Nb
Hardmat
básico DIN 8555 E 10-UM-65-GRZ
Temperável ao ar resistente ao calor até 680ºC Dureza média 60 HRc
Eletrodo indicado para revestimento de partes sujeitas a abrasão severa, resistindo até 680°C. Deposita um metal de solda com alta concentração de carbonetos de cromo em uma matriz austenítica. Indicado para proteção de martelos de moendas, mandíbulas, camisas e rolos de mineração.
Si Mn Cr
Hardmat
básico DIN 8555 E 10-UM-60-GRZ
Temperável ao ar resistente ao calor até 700° C Dureza média 55 HRc
Especialmente indicado para recuperação de^4 450 140 - 220 moendas em usinas de açúcar, depositando metal duro nos frisos do cilindro em movimento, aumentando seu poder de pega e arraste e, conseqüentemente, sua produtividade e vida útil.
Si Mn Cr
Chapisco
Temperável ao ar resistente ao calor até 600° C Dureza média 60 HRc
Revestimento em ferramentas para trabalhos a frio; corte, plaina e fresa; ferramentas similares para usinagem, estampagem e perfuração; recuperação de ferramentas de aço rápido.
Si Mn Cr Mo V W
Hardmat HS
básico DIN 8555 E 4-UM-60-S
Endurecível por trabalho a frio Dureza após trabalho a frio @ 45 HRc
Revestimento em aço ao manganês ou partes de aços ao carbono que requerem resistência ao desgaste quando trabalhando a frio, como por ex.: dentes de carregadeiras e escavadeiras, mandíbulas de britadores para minério e pedra, martelos de moinho, etc.
Si Mn Mo
Magmat
básico DIN 8555 E 7-UM-200-K
ELETRODO OK
METAL DEPOSITADO
APLICAÇÕES DIÂM. (mm)
COMPR. (mm)
FAIXA DE CORRENTE (A)
TENSÃO/ TIPO CORR.
POSIÇÃO SOLDAGEM
Temperável ao ar resistente ao calor até 500° C Dureza média 55 HRc
Recuperação de peças de máquinas em geral: eixos, engrenagens de baixa liga, sede de válvulas em aço fundido, braços e pás de misturadores, sem-fim de alimentadores, facas, caçambas de pá carregadeira, rodas motrizes, pinos e elos, etc.
Si Mn Cr
Hardmat
básico DIN 8555 E 6-UM-55-R
PROPRIEDADES MECÂNICAS TÍPICAS
0, 0, 0, 15,
Endurecível por trabalho a frio Dureza como soldado: 200HB após trabalho a frio @ 40 HRc
Eletrodo que resulta em um depósito de aço austenítico Cr-Mn que combina excelente resistência ao desgaste por impacto e por abrasão. O alto teor de Cromo resulta em boa resistência ao calor e oxidação. É utilizado para preencher falhas em peças fundidas de aços manganês , bem como na confecção de almofada antes da soldagem de revestimentos de maior dureza. Ideal para reparo de núcleos de cruzamentos ferroviários em aço manganês.
Si Mn Cr Ni
Magmat
básico DIN 8555 E 7-UM-200-KR
ELETRODO OK
METAL DEPOSITADO
APLICAÇÕES DIÂM. (mm)
COMPR. (mm)
FAIXA DE CORRENTE (A)
TENSÃO/ TIPO CORR.
POSIÇÃO SOLDAGEM
Endurecível por trabalho a frio Dureza como soldado: 200 HB Dureza após trabalho a frio @ 45 HRc
Revestimento em aço ao manganês ou partes de aços ao carbono requerendo resistência ao desgaste em trabalho a frio, como por ex.: dentes de escavadeiras, cones e placas de britadores, trilhos, sapatas de freio, desembobinadeiras, também usado para soldagem de aço ao manganês entre si ou com aço ao carbono.
Si Mn Ni
Magmat
básico DIN 8555 E 8-UM-200-K
PROPRIEDADES MECÂNICAS TÍPICAS
ELETRODO OK
METAL DEPOSITADO
APLICAÇÕES DIÂM. (mm)
COMPR. (mm)
FAIXA DE CORRENTE (A)
TENSÃO/ TIPO CORR.
POSIÇÃO SOLDAGEM
Preparação de juntas em todos os metais: aço comum, aço inoxidável, ferro fundido e não ferrosos; especialmente indicado para remoção dos passes de raiz; indispensável na goivagem intermitente e nos locais carentes de ar comprimido.
Eletrodo para goivagem e corte de todos os metais como ferro fundido, aços inoxidáveis e alumínio sem a necessidade de se utilizar ar comprimido. Utilizado para remoção de trincas, preparação de juntas, especialmente indicado para remoção do passe de raiz, corte de peças metálicas em locais de difícil acesso.
MENOR GERAÇÃO DE FUMOS.
Cutmat
goivagem e corte
Cutmat
goivagem e corte
L.R. 550-600 MPa A 25-30%
Soldagem pelo sistema “de contato” em juntas de topo ou de ângulo; aplicável em aços estruturais na indústria naval e na fabricação de perfis. Altíssimo rendimento, grande velocidade de soldagem, uso manual ou automático. GRANDE PRODUTIVIDADE. HOMOLOGAÇÕES: ABS, BV, DNV, LR, FBTS.
Si Mn
Fematic
rutílico Gravidade ASME SFA 5. E
ELETRODO OK
METAL DEPOSITADO
APLICAÇÕES TENSÃO/ TIPO CORR.
POSIÇÃO SOLDAGEM
L.R. 380 MPa Dureza 160 HB Ch V (+ 20° C) 30 J
CC+ ou -
Alma de níquel puro; soldagem de ferro fundido a frio ou com moderado pré-aquecimento, quando o metal depositado necessita usinagem posterior; também usado para enchimento de falhas de fundição e união de ferro fundido ao aço. O metal depositado é limável. HOMOLOGAÇÃO: FBTS.
Si Mn Ni
Castmat Ni
ASME SFA 5. ENi-Cl
L.R. 450 MPa Dureza 180 HB
DIÂM. (mm)
Alma de níquel-ferro; soldagem de ferro fundido cinzento, maleável e nodular, a frio ou com moderado pré-aquecimento, quando o metal depositado necessita usinagem posterior; também usado para enchimento de falhas de fundição; o depósito apresenta a mesma coloração da peça fundida. HOMOLOGAÇÃO: FBTS.
Si Mn Ni
Castmat NiFe
ASME SFA 5. ENiFe-Cl
COMPR. (mm)
FAIXA DE CORRENTE (A)
PROPRIEDADES MECÂNICAS TÍPICAS
PROPRIEDADES MECÂNICAS TÍPICAS
L.R. 400-430 MPa A 28% Ch V(+20° C) 40 J
Soldagem em plano de chapas de ferro na fabricação e reparação de tanques e acessórios para galvanização, decapagem, etc; cordão de belíssimo acabamento.
Si Mn
oxidante
ELETRODO OK
METAL DEPOSITADO
APLICAÇÕES DIÂM. (mm)
COMPR. (mm)
FAIXA DE CORRENTE (A)
TENSÃO/ TIPO CORR.
POSIÇÃO SOLDAGEM
PROPRIEDADES MECÂNICAS TÍPICAS