Baixe N - 0268f e outras Notas de estudo em PDF para Engenharia de Produção, somente na Docsity!
PROPRIEDADE DA PETROBRAS 36 páginas e Índice de Revisões
FABRICAÇÃO DE
VASO DE PRESSÃO
Procedimento
Esta Norma substitui e cancela a sua revisão anterior. Cabe à CONTEC - Subcomissão Autora, a orientação quanto à interpretação do texto desta Norma. O Órgão da PETROBRAS usuário desta Norma é o responsável pela adoção e aplicação dos seus itens.
CONTEC
Comissão de Normas Técnicas
Requisito Técnico : Prescrição estabelecida como a mais adequada e que deve ser utilizada estritamente em conformidade com esta Norma. Uma eventual resolução de não segui-la ("não-conformidade" com esta Norma) deve ter fundamentos técnico-gerenciais e deve ser aprovada e registrada pelo Órgão da PETROBRAS usuário desta Norma. É caracterizada pelos verbos: “dever”, “ser”, “exigir”, “determinar” e outros verbos de caráter impositivo.
Prática Recomendada : Prescrição que pode ser utilizada nas condições previstas por esta Norma, mas que admite (e adverte sobre) a possibilidade de alternativa (não escrita nesta Norma) mais adequada à aplicação específica. A alternativa adotada deve ser aprovada e registrada pelo Órgão da PETROBRAS usuário desta Norma. É caracterizada pelos verbos: “recomendar”, “poder”, “sugerir” e “aconselhar” (verbos de caráter não-impositivo). É indicada pela expressão: [Prática Recomendada].
SC - 02
Cópias dos registros das “não-conformidades” com esta Norma, que possam contribuir para o seu aprimoramento, devem ser enviadas para a CONTEC - Subcomissão Autora.
As propostas para revisão desta Norma devem ser enviadas à CONTEC - Subcomissão Autora, indicando a sua identificação alfanumérica e revisão, o item a ser revisado, a proposta de redação e a justificativa técnico-econômica. As propostas são apreciadas durante os trabalhos para alteração desta Norma.
Caldeiraria
“A presente Norma é titularidade exclusiva da PETRÓLEO BRASILEIRO S.A. – PETROBRAS, de uso interno na Companhia, e qualquer reprodução para utilização ou divulgação externa, sem a prévia e expressa autorização da titular, importa em ato ilícito nos termos da legislação pertinente, através da qual serão imputadas as responsabilidades cabíveis. A circulação externa será regulada mediante cláusula própria de Sigilo e Confidencialidade, nos termos do direito intelectual e propriedade industrial.”
Apresentação
As Normas Técnicas PETROBRAS são elaboradas por Grupos de Trabalho
- GTs (formados por especialistas da Companhia e das suas Subsidiárias), são comentadas pelas Unidades da Companhia e das suas Subsidiárias, são aprovadas pelas Subcomissões Autoras - SCs (formadas por técnicos de uma mesma especialidade, representando as Unidades da Companhia e as suas Subsidiárias) e homologadas pelo Plenário da CONTEC (formado pelos representantes das Unidades da Companhia e das suas Subsidiárias). Uma Norma Técnica PETROBRAS está sujeita a revisão em qualquer tempo pela sua Subcomissão Autora e deve ser reanalisada a cada 5 anos para ser revalidada, revisada ou cancelada. As Normas Técnicas PETROBRAS são elaboradas em conformidade com a norma PETROBRAS N - 1. Para informações completas sobre as Normas Técnicas PETROBRAS, ver Catálogo de Normas Técnicas PETROBRAS.
1 OBJETIVO
1.1 Esta Norma fixa as condições exigíveis para a fabricação de vaso de pressão de qualquer tipo, utilizado em instalações de indústria de petróleo e petroquímica.
1.2 Considera-se como vaso de pressão o equipamento definido na norma PETROBRAS N-253, tal como: vaso, torre, trocador de calor e esfera.
1.3 Esta Norma se aplica a fabricação de vaso de pressão iniciada a partir da data de sua edição.
1.4 Esta Norma contém somente Requisitos Técnicos.
2 DOCUMENTOS COMPLEMENTARES
Os documentos relacionados a seguir são citados no texto e contêm prescrições válidas para a presente Norma.
Ministério do Trabalho/Secretaria de Segurança e Saúde no Trabalho - NR-13 - Caldeiras e Vasos de Pressão; PETROBRAS N-133 - Soldagem; PETROBRAS N-250 - Montagem de Isolamento Térmico a Alta Temperatura; PETROBRAS N-253 - Projeto de Vaso de Pressão; PETROBRAS N-896 - Montagem de Isolamento Térmico a Baixa Temperatura; PETROBRAS N-1592 - Ensaio Não-Destrutivo - Teste pelo Ímã e por Pontos; PETROBRAS N-1593 - Ensaio Não-Destrutivo - Estanqueidade; PETROBRAS N-1594 - Ensaio Não-Destrutivo - Ultra-som; PETROBRAS N-1595 - Ensaio Não-Destrutivo - Radiografia; PETROBRAS N-1596 - Ensaio Não-Destrutivo - Líquido Penetrante; PETROBRAS N-1597 - Ensaio Não-Destrutivo - Visual; PETROBRAS N-1598 - Ensaio Não-Destrutivo - Partículas Magnéticas; PETROBRAS N-1617 - Aplicação de Concreto Refratário; PETROBRAS N-1706 - Projeto de Vaso de Pressão para Serviço com H 2 S; PETROBRAS N-1707 - Projeto de Vaso de Pressão com Revestimento; PETROBRAS N-1738 - Descontinuidades em Juntas Soldadas, Fundidos, Forjados e Laminados; PETROBRAS N-1859 - Consumível de Soldagem com Propriedade Assegurada; PETROBRAS N-2301 - Elaboração da Documentação Técnica de Soldagem; ISO 8501-1 - Preparação de Superfícies de Aço Antes da Aplicação de Tintas e Produtos Similares - Anexo F (Texto da ISO 8501-1 em Português); ASME Boiler and Pressure Vessel Code - Section VIII, Divisions 1 e 2; ASME PVHO-1 - Safety Standard for Pressure Vessels for Human Occupancy; ASTM A 435 - Standard Specification for Straight-Beam Ultrasonic Examination of Steel Plates; ASTM E 92 - Standard Test Method for Vickers Hardness of Metallic Materials; TEMA - Standards of the Tubular Exchanger Manufacturers Association.
4.1.3 Classe C (Máximo de 30 Pontos)
Enquadram-se na Classe C os seguintes equipamentos:
a) torre atmosférica; b) vaso de pressão horizontal ou vertical; c) vaso com pressão de operação abaixo de 100 kPa (1,02 kgf/cm 2 ); d) trocador de calor tipo TEMA; e) trocador de calor de duplo tubo; f) trocador de calor tipo placa; g) dessalgadora; h) garrafa de pulsação.
4.1.4 Classe D (Máximo de 23 Pontos)
Enquadram-se na Classe D os equipamentos operando com líquido não inflamável corrosivo ou não. Também se enquadram na Classe D os equipamentos operando com hidrocarboneto de ponto de fulgor superior a 60 °C, na temperatura ambiente e pressão de projeto entre a atmosférica e 196 kPa (2 kgf/cm^2 ). Estão na Classe D os seguintes equipamentos:
a) silo; b) chaminé de tocha; c) filtro industrial; d) secador.
4.2 Classificação por Parâmetros do Equipamento
4.2.1 Classes do Equipamento
4.2.1.1 Usam-se as mesmas classes do item 4.1:
a) classe A (39 pontos a 45 pontos); b) classe B (31 pontos a 38 pontos); c) classe C (24 pontos a 30 pontos); d) classe D (15 pontos a 23 pontos).
4.2.1.2 A classe do equipamento é determinada pelos pontos obtidos no somatório do produto do peso de cada parâmetro pela sua nota respectiva (ver item 4.2.2).
4.2.2 Parâmetros do Equipamento
Os parâmetros são apresentados neste item com o peso (de 1 a 3) atribuído a cada um e as notas (de 1 a 3) conforme as características do equipamento.
4.2.2.1 Pressão de Projeto (Peso 3)
As notas conforme a pressão de projeto são:
a) 3: pressão acima de 3 924 kPa (40 kgf/cm^2 );
b) 2: pressão de 1 472 kPa (15 kgf/cm^2 ) a 3 924 kPa (40 kgf/cm^2 ); c) 1: pressão abaixo de 1 472 kPa (15 kgf/cm^2 ).
4.2.2.2 Temperatura de Projeto (Peso 3)
As notas conforme a temperatura de projeto são:
a) 3: temperatura abaixo de 15 °C; b) 2: temperatura acima de 315 °C; c) 1: temperatura de 15 °C a 315 °C.
4.2.2.3 Espessura do Casco (Peso 1)
As notas conforme a espessura do casco são:
a) 3: espessura acima de 50 mm; b) 2: espessura acima de 31,4 mm até 50 mm inclusive; c) 1: espessura até 31,4 mm inclusive.
4.2.2.4 Material (Peso 1)
As notas conforme o material utilizado que representam a dificuldade de fabricação são:
a) 3: aço de baixa e alta liga; b) 2: aço-carbono com espessura maior que 31,4 mm e aço-carbono cladeado; c) 1: aço-carbono com espessura até inclusive 31,4 mm.
4.2.2.5 Fluido Armazenado (Peso 3)
As notas conforme o fluido armazenado no vaso são:
a) 3: fluido que acarreta serviço letal e/ou corrosão sob tensão; b) 2: hidrocarboneto e fluido de serviço não letal; c) 1: fluido não inflamável e não tóxico.
4.2.2.6 Tipo de Instalação (Peso 2)
As notas conforme o tipo de instalação que representam a segurança da instalação são:
a) 3: unidade de processo em terra e unidade de plataforma marítima; b) 2: unidade de utilidades e auxiliares em instalação industrial, e terminais em perímetro urbano; c) 1: estação de compressão, estação de bombeio, terminal, estação de tratamento de óleo e similar.
4.2.2.7 Importância do Vaso para o Funcionamento da Unidade (Peso 2)
As notas conforme a importância do vaso para o funcionamento da unidade são:
a) 3: paralisa a unidade; b) 2: interfere com o funcionamento da unidade; c) 1: não interfere com o funcionamento da unidade.
(CONTINUAÇÃO)
TABELA 1 - RESUMO DOS ITENS APLICÁVEIS CONFORME A CLASSE DO
VASO
Itens Aplicáveis Classes de Fabricação do Vaso A B C D 9.7.7 X X X X 9.8.1 X X X X 9.8.2 X X X X 9.8.3 X 9.9.1 X X X X 9.9.2 X X X X 9.9.3 X X 9.9.4 X X X X 9.9.4.1 X X 9.9.4.2 X X X X 9.9.5 X X X X 9.9.6 X X X X 9.10 X X X X 9.11.1 X X X 9.11.2 X X X X 9.11.3 X X X X 9.11.4 X X 9.11.5 X X X X 9.11.6 X X X X 9.12 X X X X 9.13 X X X X 9.14 X X X X 10.1 X 10.2 X X 10.3 X X X 10.4 X X X X 10.5 X X X X 10.6 X X X X 10.7 X X X X 10.8 X X 10.9 X X 10.10 X X 10.11 X X 10.12 X X X X 10.13 X X X X 10.14 X X X X 10.15 X X X X 10.16 X X X X 10.17 X X X X 10.18 X X X X 10.19 X X X X 11.1 X X X X 11.2 X X X X 11.3.1 X X X X 11.3.2 X X X X 11.3.3 X X 11.4 X X X X (CONTINUA)
(CONCLUSÃO)
TABELA 1 - RESUMO DOS ITENS APLICÁVEIS CONFORME A CLASSE DO
VASO
Itens Aplicáveis Classes de Fabricação do Vaso A B C D 11.5 X X X X 11.6 X X X X 11.7 X X X X 11.8 X X X X 11.9.1 X X 11.9.2 X X X X 11.9.3 X X 11.9.4 X X X X 11.10 X X X 12 X X X X
6 DOCUMENTOS DE FABRICAÇÃO
6.1 Responsabilidade do Fabricante
6.1.1 A fabricação deve obedecer aos requisitos constantes da Requisição de Material ou contrato e deve ser feita de acordo com os desenhos de fabricação aprovados.
6.1.2 Caso o fabricante constate omissões ou erros em quaisquer documentos fornecidos pela PETROBRAS, deve comunicar à PETROBRAS para a devida solução, de forma que o fabricante continue com a integral responsabilidade pela fabricação do equipamento.
6.2 Normas Técnicas
6.2.1 A fabricação do vaso de pressão deve obedecer as exigências do código ASME Section VIII, Division 1 ou Division 2, conforme adotado no projeto.
6.2.2 A fabricação do vaso deve seguir também a norma regulamentadora nº 13 (NR-13).
6.2.3 Esta Norma não se aplica na fabricação de vasos projetados conforme outras normas de projeto diferentes do código ASME Section VIII, devendo, nesses casos, seguir a norma adotada. Exemplo: vasos contidos em pacotes de fornecimento de outros equipamentos.
6.3 Extensão do Fornecimento
A extensão do fornecimento a cargo do fabricante deve ser como indicado na Requisição de Material ou no contrato.
b) especificações técnicas; c) folhas de dados; d) memórias de cálculo; e) plano de soldagem; f) registros de qualificação de procedimentos de soldagem; g) relatório indicando procedimentos de ensaios não-destrutivos; h) relatório indicando inspetores e/ou operadores de ensaios não-destrutivos; i) plano de inspeção e testes; j) certificados de ensaios não-destrutivos; k) certificado de exame dimensional; l) certificados de testes de produção (quando requerido); m) certificados de qualidade dos materiais de partes pressurizadas, internos (exceto para aço-carbono) e partes de suportação do equipamento; n) certificados de qualidade dos consumíveis com propriedade assegurada (quando requerido); o) desenho de localização das radiografias; p) especificações de montagem no campo (quando exigido); q) mapa de defeitos reparados; r) lista de material especificada no desenho de projeto com respectivos números dos certificados da matéria-prima aplicada; s) gráficos de tratamento térmico; t) certificado de teste hidrostático; u) relatórios de não-conformidades, quando existente; v) certificado de liberação de inspeção; w) procedimento para transporte; x) procedimento para hibernação; y) procedimento para instalação no local de operação; z) prontuário do vaso de pressão, conforme a norma regulamentadora nº 13.
6.7 Arquivos
O fabricante deve manter em arquivo devidamente organizado, as informações listadas nos itens 6.7.1 a 6.7.7, e que devem estar disponíveis para exame pela PETROBRAS ou seu representante autorizado, à época da inspeção, devendo estas informações, serem mantidas por um período de 5 anos após o embarque do equipamento.
6.7.1 Certificados de usina para os componentes do casco: o certificado deve conter a especificação à qual o material atende, o número da corrida, o tratamento sofrido pelo material e os resultados de análises químicas e ensaios mecânicos.
6.7.2 Certificados de conformidade para materiais obtidos de sub-fornecedores e para os quais não haja certificados de usina disponíveis: quando não for possível comprovar a especificação do material, o fabricante deve realizar testes e análises e emitir certificado de conformidade.
6.7.3 Para acessórios de tubulação e flanges fabricados de acordo com uma norma aprovada, não são necessários certificados, desde que sejam marcados conforme exigido pelo código ASME Section VIII. Os certificados são exigidos quando as marcações forem removidas.
6.7.4 Registros dos procedimentos qualificados de soldagem e registros de qualificação de soldadores e operadores.
6.7.5 Filmes radiográficos: quando este ensaio for requerido e certificados de ensaios não-destrutivos.
6.7.6 Gráficos e/ou certificados de testes hidrostáticos, pneumático e de outros testes.
6.7.7 Gráficos de registro de temperatura e outros registros relativos a tratamentos térmicos.
7 ENSAIOS NÃO-DESTRUTIVOS
Os ensaios não-destrutivos, quando forem exigidos no projeto do equipamento, devem ser executados de acordo com as prescrições deste Capítulo.
7.1 Ensaio por Meio de Líquido Penetrante
Execução de acordo com a norma PETROBRAS N-1596, avaliação dos resultados de acordo com o código ASME Section VIII, Division 1 ou Division 2.
7.2 Ensaio por Meio de Partículas Magnéticas
Execução de acordo com a norma PETROBRAS N-1598; avaliação dos resultados de acordo com o código ASME Section VIII, Division 1 ou Division 2.
7.3 Ensaio por Ultra-Som
Execução de acordo com a norma PETROBRAS N-1594; avaliação dos resultados de acordo com o código ASME Section VIII, Division 1 ou Division 2.
7.4 Ensaio Radiográfico
Execução de acordo com a norma PETROBRAS N-1595; avaliação dos resultados de acordo com o código ASME Section VIII, Division 1 ou Division 2.
7.5 Ensaio Visual
Execução de acordo com a norma PETROBRAS N-1597.
7.6 Ensaio Dimensional
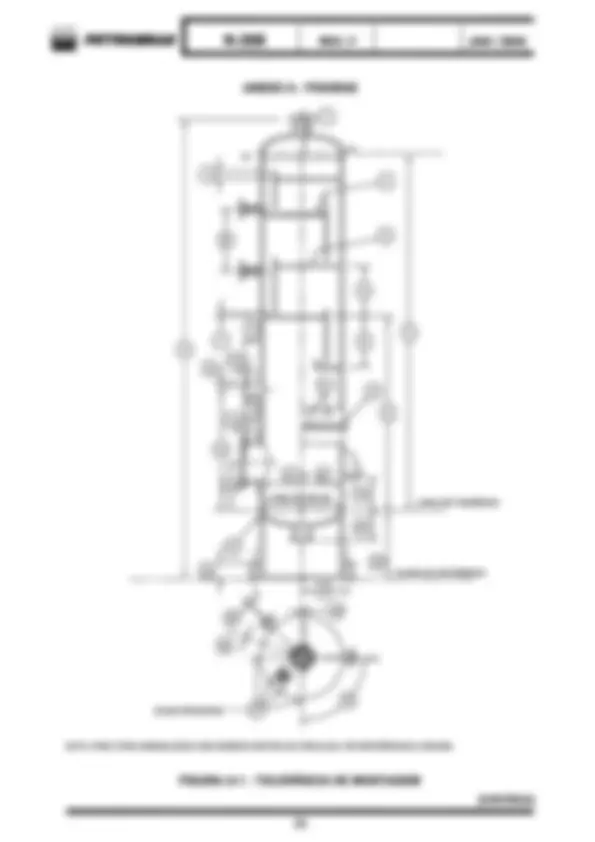
Execução de acordo com as tolerâncias da FIGURA A-1.
7.7 Teste por Pontos
Execução de acordo com a norma PETROBRAS N-1592.
b) defeitos que reduzam a espessura da peça, para abaixo do valor citado no item 8.7; c) corrosão acima do grau C da norma ISO 8501-1 para os seguintes materiais:
- aços-carbono;
- aços liga molibdênio;
- aços liga cromo-molibdênio;
- aços liga níquel; d) qualquer grau de corrosão para os aços inoxidáveis e metais não ferrosos.
8.6 Deve ser feito um mapa dos defeitos reparados em chapas.
8.7 Deve ser verificada a espessura de todas as seções fabricadas. Chama-se atenção para as regiões de maior grau de deformação, tal como: a região toroidal dos tampos torisféricos. A espessura medida deve obedecer à seguinte condição:
Espessura medida ≥ espessura de projeto; ou Espessura nominal – a tolerância de fabricação da chapa.
8.8 Deve ser feito ensaio visual na superfície das chapas cladeadas dos revestimentos resistentes à corrosão quanto à existência de pites e outros tipos de corrosão, diminuição de espessura, trincas, poros e contaminações, devendo as superfícies das chapas cladeadas e dos revestimentos estar isentas destes defeitos. Deve ser medida a espessura do “clad” de aços inoxidáveis de modo geral na borda da chapa, em 4 pontos, utilizando um ataque de solução de sulfato de cobre. A espessura do revestimento resistente à corrosão deve ser medida por amostragem. As espessuras medidas do “clad” e do revestimento devem obedecer à prescrição do item 8.7. Para equipamento Classe A, efetuar ultra-som nas chapas cladeadas para verificação da aderência do “clad” antes da conformação (conforme a norma ASTM A 435). Efetuar esta inspeção, após conformação, somente em locais de maior grau de deformação. Para equipamento Classe B, efetuar esta inspeção somente antes da conformação.
8.9 Devem ser examinadas visualmente as faces dos flanges, para verificar o estado e tipo das ranhuras, sendo inaceitável corrosão ou amassamento.
8.10 Os consumíveis para soldagem devem estar de acordo com a norma PETROBRAS N-133.
9 FABRICAÇÃO
9.1 Projeto de Fabricação
A fabricação deve obedecer ao projeto de fabricação aprovado pelo projetista.
9.2 Plano de Fabricação
9.2.1 Caso o equipamento não seja entregue inteiro, as seções que são fabricadas na oficina devem constar de partes tão grandes quanto possível, para o transporte, e devem ser planejadas de forma a minimizar a fabricação e soldagem de campo.
9.2.2 A abertura para bocais em cascos e tampos e a soldagem de componentes e acessórios, tais como: orelhas de suporte, anéis, luvas, reforços de bocais, anéis de reforço, suportes de isolamento e de internos, tanto na parte externa como na interna, e que estejam a uma distância inferior a 150 mm de soldas de campo, devem ser executadas de acordo com os seguintes critérios:
a) se o equipamento for entregue inteiro, todos os acessórios indicados são soldados na fábrica; b) se o equipamento for entregue em partes ou seções, e se não for previsto tratamento térmico, a soldagem dos acessórios indicados é realizada no campo; c) se o equipamento for entregue em partes ou seções e se for previsto tratamento térmico, a soldagem dos acessórios indicados é realizada na fábrica, devendo ser feita pré-montagem na fábrica, sempre que possível.
Nota: Todas as partes a serem soldadas no campo devem ser fornecidas preparadas, cortadas nas dimensões corretas e com os chanfros devidamente acabados.
9.3 Dispositivos Auxiliares de Montagem
9.3.1 Os dispositivos auxiliares de montagem devem atender à norma PETROBRAS N-133.
9.3.2 O espaçamento entre os dispositivos rígidos deve ser igual ou superior a 500 mm.
9.4 Chanfros
9.4.1 Os chanfros devem ser examinados dimensional e visualmente, quanto à limpeza e ausência dos seguintes defeitos:
a) desfolhamentos; b) poros; c) irregularidades de corte; d) amassamentos; e) trincas; f) descontinuidades transversais à superfície; g) descontinuidades paralelas à superfície, com comprimento superior a 25 mm.
Nota: As alíneas e), f) e g) devem ser verificadas por ensaios não-destrutivos, quando houver suspeita da existência desses defeitos.
9.4.2 O ensaio visual deve ser suplementado com o ensaio por meio de líquido penetrante ou de partículas magnéticas, nos seguintes casos:
a) espessura do chanfro superior a 38 mm; b) chanfros de aberturas para conexões com diâmetro nominal igual ou superior a 76 mm (3”); c) chanfros recuperados por solda;
9.6.2 Deve ser feita uma pré-montagem, na fábrica, dos acessórios internos e externos do vaso de pressão (bandejas, ciclones, plataformas e outros). O escopo e detalhamento da pré-montagem devem ser acordados entre o fabricante e a PETROBRAS, levando em consideração as particularidades de cada equipamento.
9.7 Soldagem
9.7.1 Deve ser executada de acordo com esta Norma e a norma PETROBRAS N-133.
9.7.2 Os únicos meios de pré-aquecimento, aquecimento interpasses e pós-aquecimento permitidos são queimadores a gás ou resistência elétrica, sendo que queimadores de chama única não são permitidos. Deve ser dada preferência à utilização de resistência elétrica. Deve ser feito um rígido controle na operação de pré-aquecimento, aquecimento interpasses e pós-aquecimento.
9.7.3 Em vasos para baixa temperatura, deve ser executado teste de produção, de acordo com a código ASME Section VIII.
9.7.4 As soldas provisórias, tais como: soldas de dispositivos auxiliares de montagem, soldas de fixação de termopares e dos suportes de isolamento térmico (colocado para tratamento térmico), devem ser removidas após cumprir sua função. Estas soldas devem ser removidas sem impactos mecânicos. A região destas soldas deve ser adequadamente esmerilhada para eliminar pontos de concentração de tensão.
9.7.5 As juntas soldadas que possuírem qualquer irregularidade que possa prejudicar um ensaio não-destrutivo devem ser esmerilhadas. Este requisito é obrigatório para juntas soldadas, a serem radiografadas, executadas com passe retilíneo.
9.7.6 Antes do início da soldagem de cada junta circunferencial as “aranhas” utilizadas para manter a circularidade do conjunto devem ser mantidas, caso necessário, desde que a uma distância de, no mínimo, 250 mm da junta.
9.7.7 O furo de guia no centro de tampos conformados deve ser fechado com disco de chapa soldada de topo, quando necessário.
9.8 Verificações Finais
9.8.1 O reforço das soldas do equipamento deve estar dentro dos limites da TABELA 2.
TABELA 2 - REFORÇO PERMITIDO EM SOLDAS
Espessura Nominal da Chapa (mm)
Excesso Permitido em Relação à Espessura da Chapa em Cada Lado da Junta Soldada de Topo (mm) até 12 1, 13 a 25 2, 26 a 50 3, maior que 50 4,
9.8.2 Após a soldagem das seções e do equipamento completo, devem ser verificadas as tolerâncias do item 9.6.1 alíneas b) até l), onde aplicáveis.
9.8.3 Para vasos cladeados ou com revestimento de tiras soldadas (“strip lining”) não são admitidos empolamentos, detectados através de ensaio visual. Deve ser executado teste de estanqueidade no revestimento de tiras soldadas (“strip lining”), de acordo com a norma PETROBRAS N-1707.
9.9 Bocais e Internos
9.9.1 Os bocais e internos devem ser locados, ajustados e soldados dentro das tolerâncias apresentadas nos itens 9.9.1.1 e 9.9.1.2.
9.9.1.1 Para bocais, ver na FIGURA A-1 o número de referência correspondente:
a) elevação: ver referências 15 ou 16; b) desvio do eixo do bocal medido no arco: ver referência 32; c) desvio angular do eixo do bocal: ver referência 29; d) projeção: ver referências 11 ou 13; e) perpendicularidade da face do flange em relação ao eixo do bocal ou boca de visita: ver referências 12 e 14; f) orientação da furação dos flanges de ligações com tubulações: ver referências 27 e 28; g) folga entre diâmetros para flanges sobrepostos: ver referência 10; h) distância da face do flange do bocal à linha de tangência: ver referência 23; i) distância entre centros de bocais para instrumentos de nível: ver referência 30; j) desvio entre centros do bocal e do tampo: ver referência 26.
9.9.1.2 Para anéis e outros suportes, ver na FIGURA A-1 o número de referência correspondente:
a) elevação do anel suporte: ver referências 8 e 18; b) distância entre anéis consecutivos de suportes de bandeja: ver referência 6; c) folga entre anel ou suporte e o casco: ver referência 17; d) ver item 10.15.4.
9.9.2 Em bocais que possuam chapa de reforço, deve ser executado ensaio por meio de líquido penetrante após a conclusão da soldagem do pescoço ao casco, antes da instalação da chapa de reforço.
9.9.3 Os bocais com diâmetro nominal igual ou maior que 4” e os bocais auto-reforçados com diâmetro da abertura no casco igual ou maior que 100 mm devem ser examinados por ultra-som, nas seguintes juntas soldadas:
a) junta soldada de penetração total entre o pescoço do bocal e o casco do vaso; b) junta soldada entre o pescoço do bocal e a chapa de reforço (caso exista).
9.11.6 Após a montagem, devem ser verificados e registrados as dimensões e o nível para as bandejas e vertedores. As tolerâncias máximas devem estar de acordo com a FIGURA A-1, referências 3, 4 e 7.
9.12 Peças Empenadas
O reparo de peças que se apresentarem empenadas, inclusive como conseqüência de soldagem, deve ser feito a frio, de preferência.
9.13 Tratamento Térmico de Alívio de Tensões (TTAT) Simulado
9.13.1 Casos Específicos
Deve ser seguido um dos itens 9.13.1.1, 9.13.1.2 ou 9.13.1.3, conforme o caso.
9.13.1.1 Equipamento com Requisitos de Tenacidade
Para equipamento com requisitos de tenacidade controlada, na fase de aquisição da matéria-prima e posteriormente na fase de qualificação do procedimento de soldagem, os corpos-de-prova a serem submetidos aos ensaios mecânicos, devem ser submetidos a TTATs que simulem todos os TTATs efetuados nas fases de fabricação e montagem e mais 1 extra, a ser efetuado na operação futura do equipamento, na eventualidade de 1 reparo.
9.13.1.2 Equipamento com Serviço Especial sem Requisitos de Tenacidade
Para equipamento com serviço especial (exemplo: H 2 e H 2 S), sem requisitos de tenacidade controlada, na fase de aquisição da matéria-prima, devem ser seguidos os seguintes requisitos:
a) chapas, trechos de tubo de pescoço de bocal e flanges especiais: seguir as mesmas exigências do item 9.13.1.1; b) consumíveis de soldagem: a qualificação da Especificação do Procedimento de Soldagem (EPS), contemplando o TTAT extra, é suficiente para qualificar os consumíveis de soldagem; c) acessórios [trechos de tubos (exceto pescoço de bocal), flanges, curvas, tês, luvas e demais acessórios]: deve ser testado um conjunto de corpos-de-prova, respresentativos do fornecimento atual, para garantir o atendimento às propriedades mecânicas após os TTATs simulados (incluindo o TTAT extra) [ver Notas].
Notas: 1) Os corpos-de-prova devem ser selecionados de qualquer lote fabricado pelo fornecedor e que atenda às especificações aplicáveis (ASTM, ASME e PETROBRAS).
- A similaridade entre o atual material fornecido e os corpos-de-prova testados deve ser garantida pelo fornecedor da matéria-prima (tubos, flanges, luvas e outros), através de certificado de composição química (análises químicas do produto acabado) e da comprovação da manutenção das características de fabricação do produto ao longo do período entre o teste e o atual fornecimento.
- Em princípio, a comprovação ao atendimento à alínea c) deve ter uma validade de 3 anos, desde que o fabricante apresente um programa de garantia de qualidade para manutenção das características de fabricação do produto (incluindo composição química).
9.13.1.3 Equipamento com TTAT Requerido pelo Código
Para equipamento com TTAT requerido pelo código de projeto, em função do limite de espessura, devem ser seguidos os requisitos do código.
9.13.2 Ensaios após os TTATs
9.13.2.1 O ensaio de dureza deve ser realizado após o primeiro TTAT.
9.13.2.2 Os ensaios de tração e dobramento devem ser realizados após todos os TTATs, incluindo o TTAT extra.
9.13.3.3 O ensaio de impacto da solda (Zona Termicamente Afetada - ZTA e Zona Fundida) deve ser realizado após o primeiro TTAT e após todos os TTATs, incluindo o TTAT extra.
9.13.3 Tempo Total de TTAT
A simulação do tempo total de TTAT pode ser efetuada em 1 único ciclo, desde que aprovado pela PETROBRAS. O fabricante deve apresentar para a PETROBRAS o tempo total previsto de TTAT nos corpos-de-prova, antes da aquisição da matéria-prima.
Nota: Observar o atendimento ao item 9.13.2, com relação aos ensaios a serem feitos nos diversos corpos-de-prova.
9.14 Tratamento Térmico
9.14.1 Devem ser apresentados os gráficos e fornecidos os relatórios e certificados de tratamento térmico, incluindo os registros de medição de dureza.
9.14.2 O operador de TTAT deve ser qualificado.
9.14.3 As chapas, tampos ou outras partes sujeitas a calandragem, conformação ou forjamento, a frio ou a quente, devem sofrer tratamento térmico conforme requerido pelo código ASME Section VIII.
9.14.4 A solda de fixação dos termopares deve ser executada conforme o item 9.7.