Baixe Planeamento Analise e Controlo do Processo e outras Notas de estudo em PDF para Engenharia Mecânica, somente na Docsity!
PLANEAMENTO ANÁLISE E CONTROLO
DO PROCESSO
Nível 3 Nível 2 Nível 1 Nível 2 Nível 3
Plano Processo i
carreg_op.1 op.
desca_op.
setup ele._op passo1 ele_op.2 ele_op.n passon passo passon passo1 passon
op.n
setupn
ele_op.n ele_op. ele_op.
passon passo passon passo1 passon passo
desca_op.n
carreg_op.n
PAULO ÁVILA
FERNANDO NEVES
1 - PLANEAMENTO DO PROCESSO PARA UM S ISTEMA DE PRODUÇÃO
CONVENCIONAL
Não podemos falar do plano de processo sem antes abordarmos o planeamento do processo. Planeamento do processo pode ser definido como a determinação sistemática de métodos detalhados, através dos quais as peças ou as componentes (se for considerada a montagem), podem ser fabricadas económica e competitivamente, desde o estado inicial (em forma de matérias primas), até ao estado final (forma desejada), (Zhang, Alting, 1994).
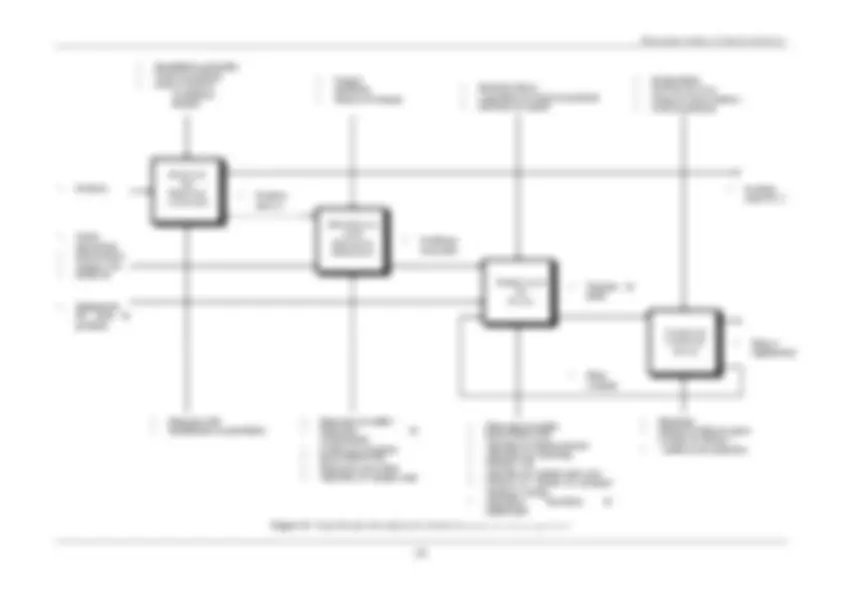
A figura 1 (uma adaptação da figura de Zhang, Alting, 1994), ilustra em representação IDEF0, um modelo de planeamento de processos para um sistema de produção convencional, em que mostra como entrada as especificações funcionais (Epp ), como controlo a base de dados dos equipamentos disponíveis (ferramentas, fixadores, máquinas específicas ou universais, estações de trabalho, centros de maquinagem e sistemas de fabricação flexível (FMS^1 )), (Bpp ), como mecanismo o conhecimento humano (manual) ou algoritmo variante ou generativo (semi-automático/automático) (A (^) pp ), e como saída o/s plano/s de processo (Spp ).
Figura 1 - Modelo de planeamento de processo para um sistema de produção convencional.
(^1) FMS - “Flexible Manufacturing System”.
Base de dados dos equipamentos disponíveis (Bpp)
Planeamento do Processo
Conhecimento humano (manual) Algoritmo variante ou generativo (A (^) pp)
Especificações Funcionais (Epp)
Plano de processos (S (^) pp)
A Designação reúne os parâmetros que caracterizam a máquina, genérica e economicamente. Os parâmetros por nós considerados foram: código da máquina na base de dados ( código ); a empresa a que a máquina pertence ( empresa ); a marca da máquina ferramenta ( marca ); a referência da máquina ( referência ); o tipo de máquina ( tipo ), entre muitos destacamos os centros de maquinagem, as fresadoras, e as furadoras; a localização geográfica da máquina ( localização ), que é a mesma da empresa onde se encontra a máquina; e o custo por hora de trabalho da máquina ( custo ); Então, a Designação pode ser representada pelo conjunto dos seguintes parâmetros:
Designação = { código, empresa, marca, referência, tipo, posição, custo }
Disponibilidade da Máquina
A Disponibilidade da Máquina é o conjunto dos intervalos de tempo da máquina ( data_i; data_f ) i , nos quais a máquina se encontra disponível para executar a operação. Este parâmetro, encontra-se estreitamente relacionado com o requisto funcional, Disponibilidade no Tempo. Podemos contudo, representar a Disponibilidade da Máquina por:
Disponibilidade da Máquina = { (data_i; data_f)1,..., (data_i; data_f)n }
Capacidade Funcional
A Capacidade Funcional é definida como sendo a capacidade da máquina ferramenta para desempenhar diferentes elementos de transformação associados à sua duração, a qual, pode ser encontrada com maior ou menor precisão através de uma função (fórmula) que relacione as dimensões da peça, com a velocidade de corte, e com o avanço ( eti; tempo ). Então, a Capacidade Funcional de uma máquina ferramenta, fica definida pelo conjunto:
Capacidade Funcional = {( et1; tempo ), ( et2; tempo ),..., ( etn; tempo )}
em que tempo = f( dimensões, velocidade, avanço,...)
Esta classe de parâmetros é sem dúvida importante na base de dados das máquinas ferramentas, porque a especificação das transformações elementares e tempos associados, não depende apenas da máquina e seus parâmetros tecnológicos (rotação, avanço, e outros), mas também de outros recursos como as ferramentas, e do nível de conhecimento do próprio operador. A informação referente à capacidade funcional da máquina não vem no seu catálogo, no entanto, somos capazes de deduzir alguns elementos de transformação para um dado tipo de máquina (por exemplo: torno, fresadora, centro de maquinagem). Existem outras transformações elementares, que só através do conhecimento profundo da máquina e das suas ferramentas, será possível fazer a sua associação à máquina ferramenta.
Capacidade Geométrica
A Capacidade Geométrica é definida pelo conjunto de cotas que influenciam o seu carregamento na mesa de trabalho por uma peça ( largura da mesa, comprimento da mesa ), e pelo conjunto de cotas funcionais das máquinas, isto é, que limitam os cursos transversos do suporte da ferramenta ( cursos transversos ( x,y,z )). Então a Capacidade Geométrica fica definida pelo conjunto:
Capacidade Geométrica = { comprimento da mesa, largura da mesa, cursos transversos ( x,y,z )}
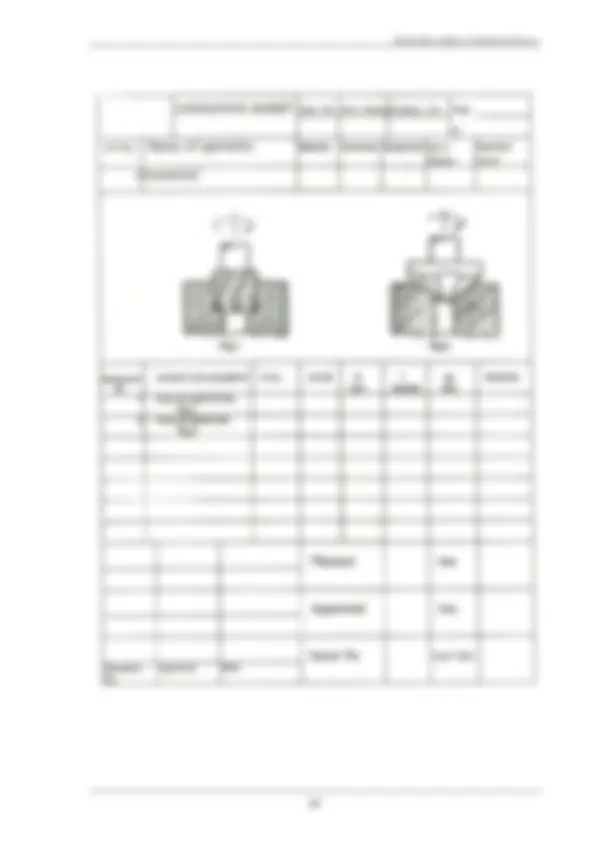
Para melhor elucidação desta classe de parâmetros, o Anexo 1 mostra a identificação dos parâmetros da capacidade geométrica sobre as vistas de projecção de um centro de maquinagem existente no mercado.
Capacidade Tecnológica
Sistema de Ferramentas = { nº_spindles, ∅ _spindle, ∅ _máx_broca , ∅ _máx_fresa,
_nº_mesas, nº_magazines, cap.magazine }
Sistema de Controlo
O Sistema de Controlo é o conjunto das características de controlo da máquina ferramenta, tais como: o tipo de controlo ( tipo ), podendo ser controlo do tipo manual, numérico (“NC^1 ”), numérico computadorizado (“CNC^2 ”), numérico distribuído (“DNC 3 ”); o número de eixos de controlo ( _nºeixos_controlo ); o número de eixos interpolados ( _nºeixos_interpolados ); e a linguagem de programação ( ling_programação ). Então o Sistema de Controlo fica definido pelo conjunto:
Sistema de Controlo = { _tipo, nº_eixos_controlo, nºeixos_interpolados, ling_programação }
Poder-se-iam ainda considerar outras classes de parâmetros, como por exemplo o sistema de segurança, e outros. No entanto, estes que foram abordados são suficientes para a classificação das máquinas ferramentas. De forma a sintetizar a informação acima descrita, respeitante aos parâmetros que caracterizam as máquinas ferramentas, construiu-se a tabela 1 tal como é mostrado abaixo.
(^1) NC - “Numeric Control”. (^2) CNC - “Computer Numeric Control”. (^3) DNC - “Distributed Numeric Control”.
Tabela 1 - Síntese dos parâmetros das máquinas ferramentas.
CLASSES DE PARÂMETROS PARÂMETROS UNIDADES código empresa marca DESIGNAÇÃO (^) referência tipo posição custo ($/h) DISPONIBILIDADE DA MÁQUINA (^) {(data_i; data_f)1,..., (data_i; data_f) (^) n} CAPACIDADE FUNCIONAL (^) {(et1;tempo), (et2; tempo),..., (etn; tempo)} comprimento da mesa (mm) CAPACIDADE GEOMÉTRICA (^) largura da mesa (mm) cursos transversos (x, y, z) (mm) rot_mín (rev/min) rot_máx (rev/min) _nºvel CAPACIDADE TECNOLÓGICA (^) potência (kw) precisão (μm) avanço_mín (mm/rot) avanço_máx (mm/rot) _nºavanços CAPACIDADE DINÂMICA (^) M _nºspindles ∅ _spindle (mm) ∅ _máx_broca (mm) SISTEMA DE FERRAMENTAS ∅ _máx_fresa (mm) _nº_mesas nºmagazines cap_magazine tipo SISTEMA DE CONTROLO (^) _nº_eixos_controlo nºeixos_interpolados ling_programação SISTEMA DE SEGURANÇA (^) M
- Máquinas ferramentas e das ferramentas para cada operação;
- Ferramentas de controlo;
- Dimensões operacionais e tolerâncias para as operações;
- Condições de maquinagem e determinação dos tempos estandarte para cada operação.
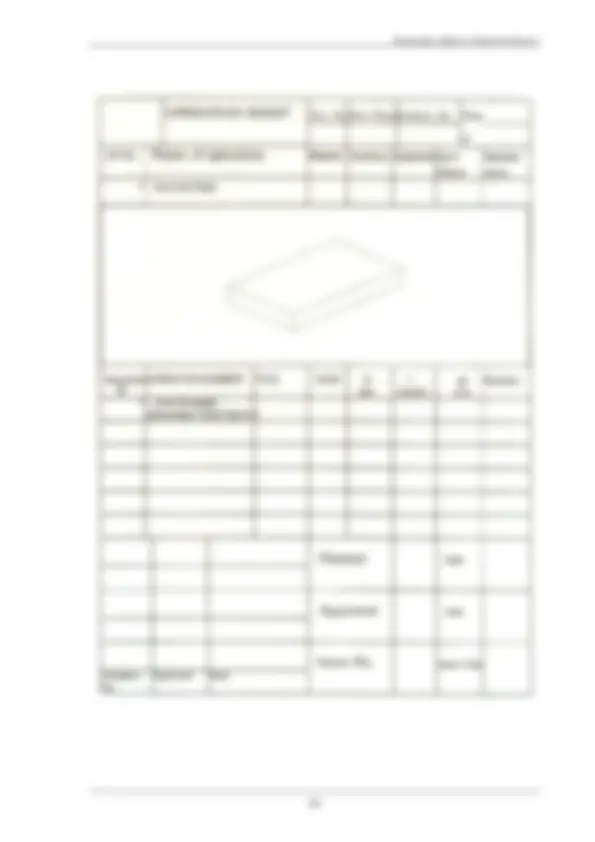
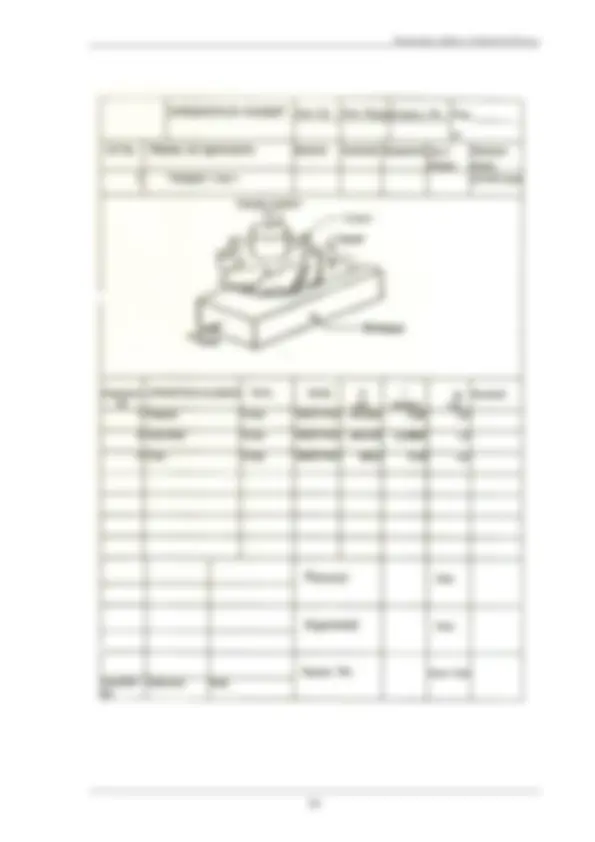
O plano de processo é usualmente documentado numa ou em duas folhas num formato específico, gama operatória (“routing sheet”), e folha da operação (“operation sheet”). Estes documentos servem para a gestão da produção, para a execução programada do processo produtivo, e de guia ao operador para executar as operações. A figura 2 ilustra um plano de processo documentado numa única folha e nos anexos deste capítulo um outro exemplo.
A folha gama operatória, descreve genericamente o processo produtivo da peça, onde aparecem as operações do processo, as ferramentas para cada operação, tempos estimados das operações, e outros.
A “folha da operação” é preparada para cada operação e será usada directamente pelo operador para poder desempenhar capazmente a operação. Aqui é especificada informação detalhada do método do “set-up”, dos elementos de operação (velocidade, tolerância, dimensões e avanço), e sua sequência, equipamento e ferramenta a serem usados, condições de maquinagem, tempos estimados, etc.
Peça "Exemplo 2" Plano de Processo nº 2 Peça Bruta nº Material Dimensão: Larg. Comp. Alt. mm
Operação: 1 Descrição Máquina Tempo Ele_op. et's x y z Rotação Avanço Precisão Ferramenta "Gage" Tempo (mm) (mm) (mm) (rpm) (mm/rot.) (μm) (min) 1 et244 165 10 190 1,8 20 15 2 ets1 200 165 10 230 1,3 20 15 3 et236 10 220 25 380 0,228 20 10
Operação: 2 Descrição Máquina Tempo
Ele_op. et's x y z Rotação Avanço Precisão Ferramenta "Gage" Tempo (mm) (mm) (mm) (rpm) (mm/rot.) (μm) (min) 1 et235 110 220 35 380 0,228 20 8 2 et217 200 150 0 900 0,1 40 12 3 et163 0 0 30 200 0,3 30 5
Operação: 3 Descrição Máquina Tempo Ele_op. et's x y z Rotação Avanço Precisão Ferramenta "Gage" Tempo (mm) (mm) (mm) (rpm) (mm/rot.) (μm) (min) 1 et2 0 0 5 90 0,45 30 20 2 et1 0 0 30 1000 0,3 20 10 3 ets2 100 200 30 750 0,1 30 20
Figura 2 - Exemplo de um plano de processo de maquinagem
A compreensão correcta do plano de processo só poderá ser levada a cabo se for inserida no conceito aqui apresentado da Estrutura detalhada do plano de processo de maquinagem. Essa estrutura representada na figura 3, salienta três níveis distintos do plano de processo de acordo com o seu grau de detalhe e sobre os quais recai uma decisão de escolha:
1º Nível do Plano de Processo - Plano de Operações; 2º Nível do Plano do Processo - Planos 1 de Elementos de Operações ; 3º Nível do Plano do Processo - Planos 1 de Passos dos Elementos de Operações.
(^1) Esta nova terminologia foi usada (não aparece na bibliografia), com o objectivo de definir o conjunto dos elementos (ou passos), de uma operação (ou do elemento de operação), com uma determinada ordem ou sequência.
No 1º nível - plano de operações (P_op) , o processo é decomposto em operações, através das quais, as matérias primas são transformadas em peças.
A componente básica do plano de processo são as operações. Entenda-se por operação (op), uma parte completa do processo de maquinagem por corte e/ou outro tratamento, de uma peça (ou de várias peças simultaneamente), num só posto de trabalho. A operação é caracterizada por não haver troca de equipamento, não haver troca de peça, e continuidade, apesar de poder ser levada a cabo por mais de um trabalhador (Wang, et al., 1991). Por exemplo, se uma peça é primeiro maquinada num torno e de seguida numa furadora, obviamente que estão duas operações envolvidas. Mas se uma peça é maquinada consecutivamente por furação, mandrilagem dos furos e mandrilagem do chanfro, com três diferentes ferramentas de corte mas executadas na mesma máquina (por ex. num torno), então trata-se de uma só operação. Caso a furação fosse executada num torno e a mandrilagem noutro então teríamos duas operações em vez de uma.
Podemos representar o plano de operações da seguinte forma:
P_op = {op1, op2, ..., opn}
No 2º nível - planos de elementos de operações (P_ele_op) , as operações são decompostas em todas as actividades directamente relacionadas com a maquinagem, assim como processos, todo o manuseamento e deslocamentos auxiliares. Concretamente, cada operação reúne o carregamento, “set-ups” da peça, elementos de operação e descarregamento.
Carregamento (carreg) , é definido pelo acto de fazer deslocar e colocar todas as partes necessárias (peça ou lote de peças, ferramenta/ferramentas ou magazines de ferramentas, partes substituíveis das máquinas, etc), para que se possa realizar a operação.
Dentro dos vários manuseamentos da peça realizados pelo operador, para realizar uma dada operação (por ex., mudança de ferramenta, avanço da ferramenta à peça, medição das superfícies maquinadas, ligar a máquina, etc), o/s “set-up/s” da peça desempenham um
importante papel. Considera-se o “ set-up” da peça , como sendo as operações de posicionar e fixar a peça à estrutura da máquina. Interessa referir dois tipos de “set-up” da peça, o simple s e o composto. Enquanto no primeiro a peça depois de estar fixa pode tomar diversas posições em relação à ferramenta, sem que seja necessário qualquer tipo de aperto e desaperto, no segundo, essa prática torna-se necessária. Quer na figura 3, quer em todas as referências futuras ao “set-up” da peça numa operação, consideraram-se englobados todos os posicionamentos e fixações a que a peça poderá estar sujeita durante essa operação.
Um elemento da operação ( _ele.op .), é uma componente da operação desempenhada sem haver troca da ferramenta de corte (ou grupo de ferramentas utilizadas simultaneamente), mudança da superfície a trabalhar, da velocidade de corte e do avanço de corte. Caso algum destes parâmetros se altere estaremos na presença de outro elemento da operação, podendo fazer parte de uma mesma operação um ou mais elementos da operação (Wang, et al., 1991).
Por associação de ideias, descarregamento (desca) , será o acto de fazer retirar todas as partes que já não sejam necessárias para a operação seguinte na mesma máquina ferramenta. Podemos então, representar um dos planos de elementos de operação como sendo:
P_ele_op (^) i = {carregi , set-up (^) i , ele_op (^) i 1, ele_op (^) i 2, ..., ele_op (^) i n, desca (^) i}
No 3º Nível do Plano do Processo - Planos de Passos dos Elementos de Operações (P_pa_ele_op) , os elementos de operação são decompostos nos passos (pa).
Quando é necessário remover uma camada espessa de material da peça a maquinar, poderá não ser possível faze-lo com um só passo, isto é, com um só corte, será então necessário decompor o elemento de operação em vários passos. Um passo, ou corte, é um simples movimento de corte da ferramenta de corte, na direcção do avanço de corte, ao longo da superfície a maquinar, sem que hajam mudanças no “set-up” da ferramenta, na velocidade de corte, e no avanço de corte (Wang, et al., 1991).
Representando agora um dos planos de passos dos elementos de operação, vem:
Planeamento Análise e Controlo do Processo
Nível 1^16
Nível 3
Nível 2
Nível 2
Nível 3
Plano Processo 2 op.
carreg_op.
desca_op.
setup1 ele._op
ele_op.
ele_op.n
passo
passon
passo
passo passon
passon
op.n setupn
ele_op.n ele_op. ele_op.
passon passo passon
passon
passo
passo
desca_op.n
carreg_op.n
Nível 1
Nível 3
Nível 2
Nível 2
Nível 3
Plano Processo 1 op.
carreg_op.
desca_op.
setup1 ele._op
ele_op.
ele_op.n
passo
passon
passo
passo passon
passon
op.n setupn
ele_op.n ele_op. ele_op.
passon passo passon
passon
passo
passo
desca_op.n
carreg_op.n
Nível 1
Nível 3
Nível 2
Nível 2
Nível 3
Plano Processo n op.
carreg_op.
desca_op.
setup1 ele._op
ele_op.
ele_op.n
passo
passon
passo
passo passon
passon
op.n setupn
ele_op.n ele_op. ele_op.
passon passo passon
passon
passo
passo
desca_op.n
carreg_op.n
Figura 4 -
Árvore de estrutura dos Planos de processo.
PEÇA i
Dos parâmetros referidos no plano de processo destaca-se a transformação elementar (et 1 ), ou convencionalmente designado por processo, uma vez que todos os outros são por demais conhecidos. Mas antes de definirmos transformação elementar, vamos primeiro abordar o conceito de padrão geométrico (pg), o qual está directamente relacionado com o primeiro.
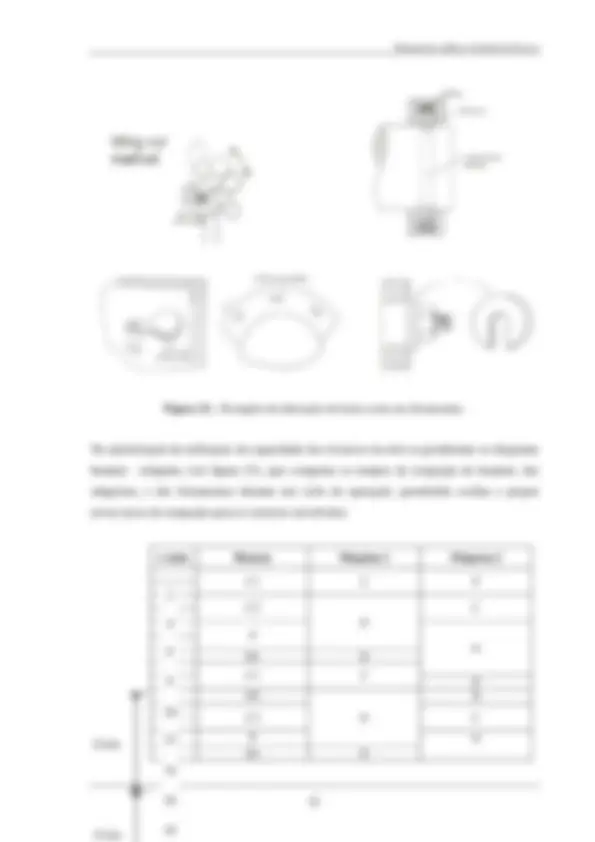
Padrão geométrico^2 (pg), é uma representação esquemática com maior ou menor detalhe, de uma forma geométrica real (tridimensional), possível de ser obtida por processos de maquinagem (no nosso caso). O contorno geométrico de uma peça pode ser representado pela reunião de diferentes padrões geométricos. A figura 5 ilustra apenas alguns exemplos de padrões geométricos retirados da tabela de padrões geométricos do anexo 2 ( Putnik, 1997).
(pg1) (pg2) (pg19)
(pg20) (pg73) (pg74) Figura 5 - Exemplos de padrões geométricos considerados.
Muitos outros podem ser considerados, pois os padrões geométricos a seleccionar, ou a criar, dependem do sistema de produção e dos produtos associados. Aqueles que são mostrados na tabela de padrões geométricos do anexo 5, estão relacionados com a possibilidade de serem executados por máquinas ferramentas do tipo furadoras, fresadoras e centros de maquinagem (tipos de máquinas abordadas nesta tese).
Agora sim, uma transformação elementar , é a função ou processo de maquinagem, que transforma um dado padrão geométrico noutro padrão geométrico (também poderá ser no
(^1) et - “elementary transformation” (^2) “feature” em inglês.