¡Descarga Tema4 y más Apuntes en PDF de Finanzas Empresariales solo en Docsity!
Tema 4. SELECCIÓN Y DISEÑO DEL PROCESOTema 4. SELECCIÓN Y DISEÑO DEL PROCESO
Y LA TECNOLOGÍAY LA TECNOLOGÍA
El Diseño del Proceso
Especifica cómo se desarrollarán las actividades del
subsistema de operaciones, guiando la elección y selección de las tecnologías de la
O
i
ió
di t
d
l
t
l
tid d
d
d
ti
d
i i
í
Organización y dictando el momento y las cantidades de recursos productivos a adquirir, así como su disponibilidad. Supone pues, una decisión estratégica importante que limita el resto
de decisiones a tomar en un futuro.
Decisiones claves:- la organización de los flujos de trabajo.- la selección de la combinación producto-proceso más adecuada.
l
d
t
ió
t
té i
d l
- la adaptación estratégica del proceso.- la evaluación de la automatización y de los procesos de altatecnología
Las decisiones sobre diseño o rediseño del proceso se toman cuando:
-se pretende ofrecer un bien nuevo-cambian las prioridades competitivas-cambia el volumen de la demanda de un bien o servicio
cambia el volumen de la demanda de un bien o servicio
-el rendimiento actual del sistema es inadecuado-surge una nueva tecnología-cambia el coste o la disponibilidad de los inputs
2011-
-
2012
4.1. TIPOS DE DISEÑO DE PROCESOS4.1. TIPOS DE DISEÑO DE PROCESOS
Tipos de diseño de proceso: formas de organizar el flujo de materialesTipos de diseño de proceso: formas de organizar el flujo de materialesmediantemediante la utilización de la tecnología disponible
la utilización de la tecnología disponible
Procesos por proyecto:
p
p
y
Fabricación producto único, exclusivo, adaptado a las necesidades específicasdel clienteDiseño secuencia operaciones única para cada proyectoPersonal altamente cualificado y polivalentePersonal altamente cualificado y polivalenteComplejos y largo período de realizaciónEjemplos: edificio, yate, campaña publicitaria
Planificación y control de proyectos
y
p
y
Talleres de trabajo, producción intermitente o tipo job-shop:Fabricación de lotes pequeños de gran variedad de productosEl ritmo de producción es variable Cada lote (o pedido de un cliente) exige una secuencia distinta de operaciones,moviéndose de un departamento a otroFuerza de trabajo flexible, basada en conocimientos y habilidades de lostrabajadores
Tipos de diseño de procesoTipos de diseño de proceso
trabajadores Escasa automatización debido al bajo grado de especialización de las actividades.Equipos flexiblesCostes fijos bajos –maquinaria común- y Costes variables unitarios muy elevados
2011-
-
2012
Ejemplos: talleres reparación automóviles, producción bajo pedido, hospitales.
4.1. TIPOS DE DISEÑO DE PROCESOS4.1. TIPOS DE DISEÑO DE PROCESOS
Tipos de diseño de proceso: formas de organizar el flujo de materialesTipos de diseño de proceso: formas de organizar el flujo de materialesmediantemediante la utilización de la tecnología disponible
la utilización de la tecnología disponible
Producción continua:Flujo de materiales sin pausa y sin transición entre operación y operaciónFlujo de producción continuo. Está en funcionamiento 24 horas. Paradas y puestasen funcionamiento muy costosas Elevada automatizaciónen funcionamiento muy costosas. Elevada automatizaciónLa homogeneidad del proceso y la repetitividad de las operaciones son altasEjemplos: industria cervecera, refinería azúcar
La configuración por Proyectos y Talleres se selecciona
La configuración continua y en línea:
La configuración por Proyectos y Talleres se seleccionapara :•Fabricar bienes únicos o por encargo•Énfasis en calidad y rapidez vs precio•tareas desarrollar son variables
La configuración continua y en línea:•Fabricar bienes y servicios estandarizados•Elevados volúmenes de producción•Énfasis precios como variable competitiva•Procesos estandarizados
•tareas desarrollar son variables•proceso flexible•maquinaria de uso general y mano de obra polivalente•posibilidad de variar la capacidad•estructuras descentralizadas
•Procesos estandarizados•Calidad integrada en el proceso•estructura centralizada•recursos humanos especializados•tareas productivas con alto grado de
•estructuras descentralizadas•recursos humanos cualificados y flexibles
•tareas productivas con alto grado deautomatización
2011-
-
2012
4.2. DISEÑO DE PROCESOS EN EMPRESAS DE4.2. DISEÑO DE PROCESOS EN EMPRESAS DE
SERVICIOSSERVICIOS
Elevada flexibilidad: imposibilidad almacenar servicios
-Grado de implicación del cliente-Tipo de actividades a realizar
Cuasimanufactura o fábrica de servicios:Los bienes tangibles predominan sobre los intangibles. Se producen en una línea medianteprocesos estandarizados y altamente especializados sin apenas participación del clientePermite alto grado de automatización en la prestación del servicioInconveniente: impersonal para el clienteEjemplo: restaurantes de comida rápida. El cliente se limita a elegir.
Cliente como participante:Cliente como participante:-autoservicios: importante participación del cliente, tanto para servicios estandarizados comobajo pedido. Ejemplos: restaurante buffet, supermercados, máquinas de tabaco o bebidas-Servicios por proyecto: procesos escasamente estandarizados que requieren una limitada
p
p
y
p
q
q
participación del cliente. El personal que contacta con el cliente debe poseer adecuadapreparación y habilidad para relaciones personales. Ejemplo: empresas de investigación demercadoCliente como producto:Servicios altamente especializados y con elevado grado de contacto con el cliente. Elservicio se presta a través de una atención personal al cliente. Ejemplos: consultoría,peluquería hostelería Dirección de la Producción. CursoDirección de la Producción. Curso 2011
2011-
-
2012
peluquería
, hostelería
4.3. SELECCIÓN DEL PROCESO4.3. SELECCIÓN DEL PROCESO
FACTORES A CONSIDERAR:
Grado de calidad del producto:Grado de calidad del producto:-Productos estandarizados de alta calidad: recurrimos a procesos altamente automatizados- productos estandarizados de calidad media: permite proceso con mayor contenido de manode obra
Si l
lid d
d
i
d l
á t
t
l
ibl
l
t
ti
ió
- Si la calidad se deriva del carácter artesanal, no es posible la automatización
Naturaleza o tipo de producto
Disponibilidad de la mano de obra
Naturaleza o tipo de producto
N
id d
d
it l
Países desarrollados: mayor automatización para reducir su costePaíses subdesarrollados: procesos tipo taller intensivos en mano de obra
Necesidades de capitalCoste de fabricación : el proceso elegido dependerá del volumen de producción, siempreque la disponibilidad de capital no sea una limitación
2011-
-
2012
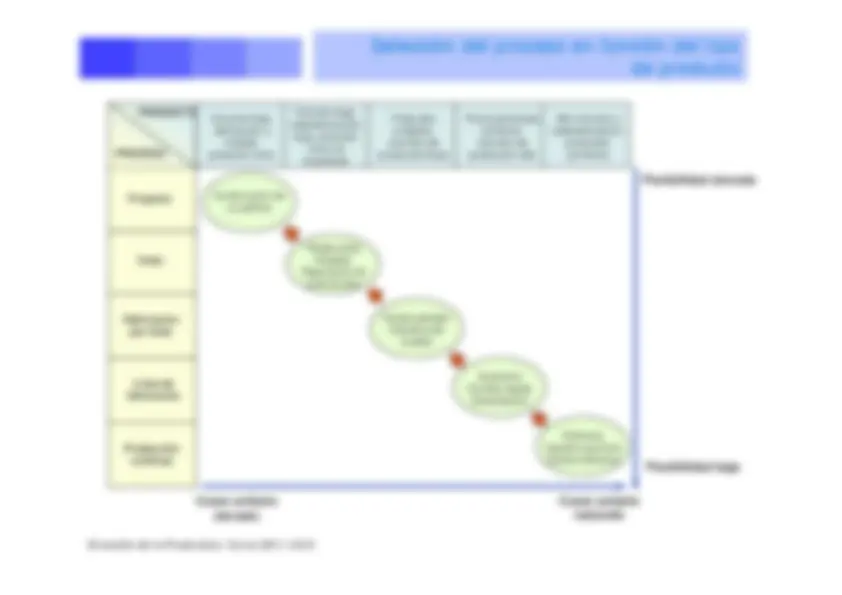
Selección del proceso en función del tipoSelección del proceso en función del tipo
de productode producto
PROCESO
PRODUCTO
Volumen bajo,
estandarización
baja, producto
único en
ocasiones
Productos
múltiples,
volumen de
producción bajo
Pocos productos
similares,
volumen de
producción alto
Alto volumen y
estandarización,
productos
primarios
Volumen bajo,
fabricación a
medida,
producto único
Flexibilidad elevada
ocasiones
Proyecto
Construcción de
un edificio
Taller
Restaurante
Hospital
Reparación de
automóviles
Fabricación
por lotes
Equipo pesado
Industria del
mueble
Línea de
fabricación
Automóvil
Comida rápida
Alimentación
R fi
í
Producción
continua
Flexibilidad baja
Coste unitario
Coste unitario
R
efinería
Industria química
Central eléctrica
2011-
-
2012
Coste
unitario
elevado
Coste unitario
reducido
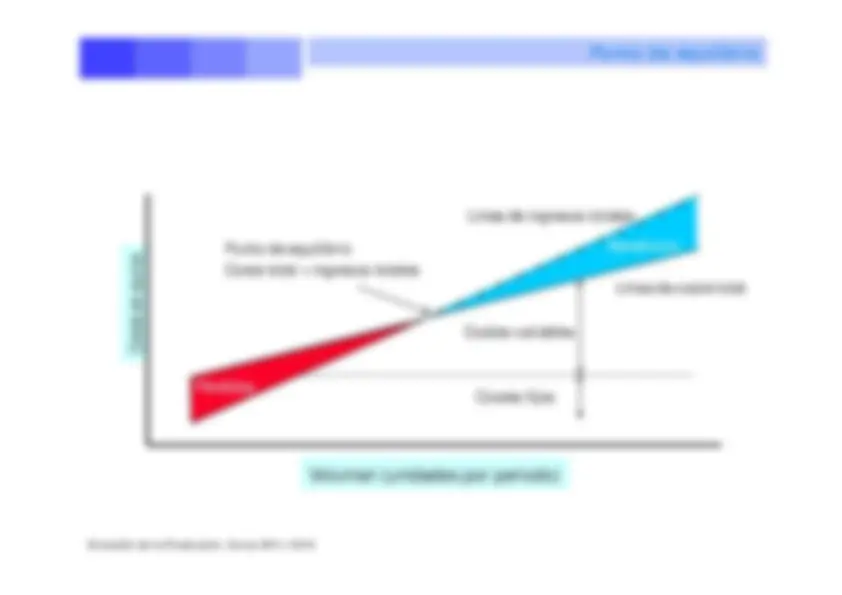
Punto de equilibrioPunto de equilibrio
Línea de ingresos totales
Línea de coste total
Beneficios
Punto de equilibrioCoste total = ingresos totales
n euros
Costes variables
Coste en
Costes fijos
Pérdidas
Volumen (unidades por periodo)
2011-
-
2012
Gráfico comparativoGráfico comparativo
Proceso A: poca cantidad, gran variedad
Proceso B: repetitivoProceso C: mucha cantidad, poca variedad
Costes fijos proceso A
Costes fijos proceso B
Costes fijos proceso C
Proceso C
Proceso B
Proceso A
Proceso de coste más bajo
2011-
-
2012
4.7.1 AUTOMATIZACIÓN EN EL DISEÑO DE4.7.1 AUTOMATIZACIÓN EN EL DISEÑO DE
PROCESOSPROCESOS
Máquinas de control numérico
Primera generación
RobotsInspección automática de la calidad
Primera
generación
Segunda generaciónTercera generación
Inspección
automática de la calidad
Control automático de procesos Sistemas de identificación automáticaSi t
t
ti
d
d
l
i
t
ió
Sistemas automatizados de almacenamiento y recuperaciónSistemas de fabricación flexible (FMS)Fabricación asistida por ordenador (CAM)
F b i
ió
i t
d
d
d
(CIM)
2011-
-
2012
F
abricación integrada por ordenador (CIM)
4.7.2.Automatización en los servicios4.7.2.Automatización en los servicios
IMPLICA
Estandarización previa del servicio, menor grado de personalización,reducción del precio de forma notable, reducción del tiempo deprestación
Reforzar las relaciones con el clienteCrecimiento rápido y controladoMejorar la actuación
ESTRATEGIAS
Sector bancario
Trabajos de oficina
Turismo
Sistemas de telepeaje
Mejorar la actuación Aumentar la eficiencia
Sistemas
de telepeaje
Telemedicina
Funciones que las nuevas tecnologías pueden desempeñar en los servicios:Funciones que las nuevas tecnologías pueden desempeñar en los servicios:
Incremento del conocimiento
Simplificar el servicio
Simplificar el servicio
Personalización del servicio
Incremento de la fiabilidad
Mejora de las comunicaciones
Incremento de la productividad
Incremento de la productividad
Reducción del coste
Dirección de la Producción. CursoDirección de la Producción. Curso 2011
2011-
-
2012
4.4. ECONOMÍAS DE ALCANCE Y FÁBRICAS4.4. ECONOMÍAS DE ALCANCE Y FÁBRICAS
ENFOCADASENFOCADAS
Las
economías de alcance
reflejan la capacidad de una organización
de fabricar productos múltiples en conjunto, a un coste inferior que si se
fabricaran de forma independiente, aprovechando módulos o
componentes comunes Requiere altos volúmenescomponentes comunes. Requiere altos volúmenes
Problemas de eficiencia:
Economías de alcance y fábricas enfocadasEconomías de alcance y fábricas enfocadas
Problemas
de eficiencia:
surgen cuando las empresas incrementan en exceso el número de productos
FÁBRICAS ENFOCADAS:
S
bdi id
l
t
i li
d
Plantas dentro
de la planta: operaciones
diferentes ubicadas
Células
de trabajo:
S
e subdividen en plantas especializadas.
Caso Campofrío
diferentes
ubicadas
dentro de la misma
instalación, con
prioridades competitivas,
f
d
t
b j
agrupan puestos
de trabajo
similares para
facilitar su
Dirección de la Producción. CursoDirección de la Producción. Curso 2011
2011-
-
2012
f
uerza de trabajo y
procesos independientes
facilitar su
gestión. Trabajo
en equipo.
4.5. ANÁLISIS Y DISEÑO4.5. ANÁLISIS Y DISEÑO–
–REDISEÑO DEL
REDISEÑO DEL
FLUJO DE PROCESOFLUJO DE PROCESO
Una vez seleccionado el tipo de proceso, debemos optimizar su diseño y adaptarlo a
las características de nuestra organización.
Análisis periódico del flujo de materias primas, componentes y productos terminados
¿Qué se está haciendo? ¿Cuándo se realiza cada operación? ¿Quién realiza cada operación?¿Qué se está haciendo? ¿Cuándo se realiza cada operación? ¿Quién realiza cada operación?
¿está lo suficientemente cualificado? ¿cómo se realiza cada operación?
¿se han eliminado las etapas que no añaden valor? ¿se maximiza el valor ofrecido al cliente?
¿el orden de operaciones es el más adecuado? Etc.¿
p
Plano de montaje
HerramientasO documentos
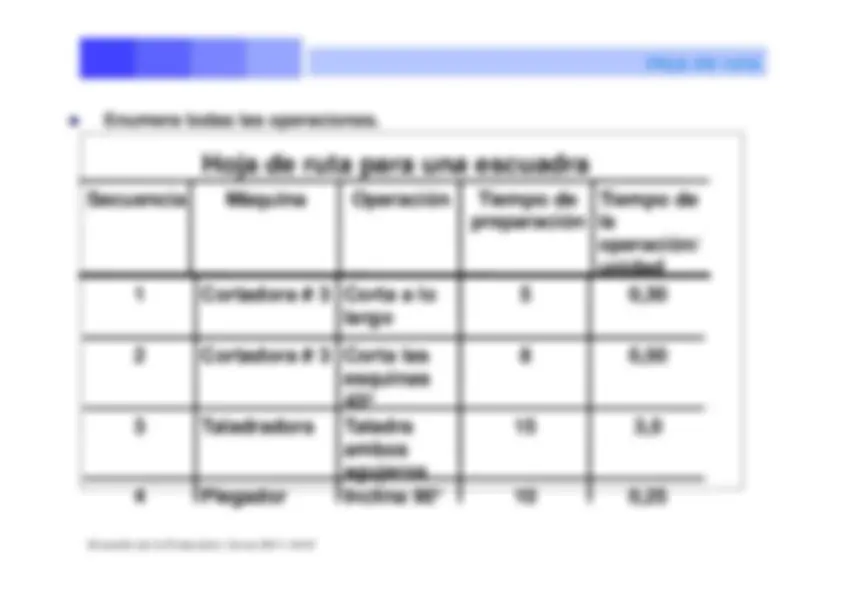
Diagramas de ensamblaje: secuencia de montajeGráficos de proceso o diagramas de flujo u hoja deruta
O documentospara laproducción
Orden de trabajo
Dirección de la Producción. CursoDirección de la Producción. Curso 2011
2011-
-
2012
Diagrama de montaje de un sandwich de atúnDiagrama de montaje de un sandwich de atún
1
Atún
SA
A
Ensamblajedel atún
Sá
d
i h
2
Mayonesa
FG
Sándwich
3
A
Pan
3
A
2011-
-
2012
Diagrama de ensamblaje de un tabureteDiagrama de ensamblaje de un taburete
de maderade madera
Tablero asiento
(40x40x3)
Patas (4 unidades)
(70x4x4)
Traviesas (4 unidades)
(35x6x3)
Cortar maderaCepillado
4 min
2,3 min
Cortar patasCepillado
5 min 2 min
Cortar traviesasCepillado
3 min2 min
p
Inspección medidas
,
3 min
Ensamblar traviesasControl de calidad
2,5 min
Control de calidad
Ensamblar patas
5 min
Control de calidad
8 tornillos
Control de calidadBarnizado
1 min 8 min
Barniz color caoba
BarnizadoPulido
8 min 4 min
Realizaciónde operación
2011-
-
2012
Inspección final
2 min
Etapasinspección