Baixe API 620 Ad1 e outras Notas de estudo em PDF para Engenharia de Produção, somente na Docsity!
American
Petroleum
Institute
1220 L Street, Northwest Washington, D.C. 20005- 202-682-
Date: June 2004
To: Purchasers of API Standard 620, Design and Construction of Large, Welded, Low-Pressure
Storage Tanks , Tenth Edition
Re: Addendum 1
An equal opportunity employer
This package contains Addendum 1 of API Standard 620, Design and Construction of Large,
Welded, Low-Pressure Storage Tanks , Tenth Edition.
To update your copy of API Standard 620, replace the following pages as indicated:
Part of Book Changed Old Pages to be Replaced New Pages
Cover front and back covers front and back covers
Front Matter title page, iii–iv title page, iii–iv
Table of Contents v–ix (+blank) v–ix (+blank)
Section 1 1-1–1-2 1-1–1-
Section 2 2-1–2-2 2-1–2-
Section 3 3-1 (+blank) 3-1 (+blank)
Section 4 4-1–4-8 4-1–4-
Section 5 5-1–5-20 5-1–5-
5-43–5-49 (+blank) 5-43–5-49 (+blank)
Section 6 6-1–6-5 (+blank) 6-1–6-5 (+blank)
Section 7 7-3–7-9 (+blank) 7-3–7-9 (+blank)
Section 9 9-1–9-2 9-1–9-
Appendix A A-1–A-7 (+blank) A-1–A-7 (+blank)
Appendix F F-13–F-14 F-13–F-
Appendix L L-7 (+blank) L-7 (+blank)
Appendix Q Q-3–Q-6 Q-3–Q-
Q-11–Q-17 (+blank) Q-11–Q-17 (+blank)
Appendix R R-1–R-4 R-1–R-
R-7–R-13 (+blank) R-7–R-13 (+blank)
Appendix S none new pages S-1–S-
Appendix U none new pages U-1–U-
The parts of the text, tables, and figures that contain changes are indicated by a vertical bar and a
small “04” in the margin.
Design and Construction of Large,
Welded, Low-Pressure Storage
Tanks
Downstream Segment
API STANDARD 620
TENTH EDITION, FEBRUARY 2002
ADDENDUM 1, JUNE 2004
NOTICE
INSTRUCTIONS FOR SUBMITTING A PROPOSED REVISION TO
THIS STANDARD UNDER CONTINUOUS MAINTENANCE
This standard is maintained under continuous maintenance procedures by the American Petroleum Institute for which the Standards Department. These procedures establish a docu- mented program for regular publication of addenda or revisions, including timely and docu- mented consensus action on requests for revisions to any part of the standard. Proposed revisions shall be submitted to the Director, Standards Department, American Petroleum Institute, 1220 L Street, NW, Washington, D.C. 20005-4070, [email protected].
04
iii
FOREWORD
This standard is based on the accumulated knowledge and experience of purchasers and manufacturers of welded, low-pressure oil storage tanks of various sizes and capacities for internal pressures not more than 15 pounds per square inch gauge. The object of this publi- cation is to provide a purchase specification to facilitate the manufacture and procurement of such storage tanks. If tanks are purchased in accordance with the specifications of this standard, the purchaser is required to specify certain basic requirements. The purchaser may desire to modify, delete, or amplify sections of this standard, but reference shall not be made to this standard on the nameplate or manufacturer’s certification for tanks that do not fulfill the minimum require- ments or that exceed the limitations of this standard. It is strongly recommended that such modifications, deletions, or amplifications be made by supplementing this standard, rather than by rewriting or incorporating sections of it into another complete standard. Each edition, revision, or addenda to this API standard may be used beginning with the date of issuance shown on the cover page for that edition, revision, or addenda. Each edition, revision, or addenda to this API standard becomes effective six months after the date of issu- ance for equipment that is certified by the manufacturer as being designed, fabricated, con- structed, examined, and tested per this standard. During the six-month time between the date of issuance of the edition, revision, or addenda and the effective date, the purchaser and man- ufacturer shall specify to which edition, revision, or addenda the equipment is to be built. The design rules given in this standard are minimum requirements. More stringent design rules specified by the purchaser or furnished by the manufacturer are acceptable when mutu- ally agreed upon by the purchaser and the manufacturer. This standard is not to be inter- preted as approving, recommending, or endorsing any specific design, nor as limiting the method of design or construction. This standard is not intended to cover storage tanks that are to be erected in areas subject to regulations more stringent than the specifications of this standard. When this standard is specified for such tanks, it should be followed insofar as it does not conflict with local requirements. After revisions to this standard have been issued, they may be applied to tanks to be com- pleted after the date of issue. The tank nameplate shall state the date of the edition and any revision to that edition to which the tank is designed and constructed. API publications may be used by anyone desiring to do so. Every effort has been made by the Institute to assure the accuracy and reliability of the data contained in them; however, the Institute makes no representation, warranty, or guarantee in connection with this publication and hereby expressly disclaims any liability or responsibility for loss or damage resulting from its use or for the violation of any federal, state, or municipal regulation with which this publication may conflict. Suggested revisions are invited and should be submitted to the standardization manager, American Petroleum Institute, 1220 L Street, N.W., Washington, D.C. 20005.
iv
04 02 04 04 04 04 04
- 1 SCOPE 1- Page
- 1.1 General. 1-
- 1.2 Coverage 1-
- 1.3 Limitations 1-
- 2 REFERENCES 2-
- 3 DEFINITIONS 3-
- 3.1 Stress and Pressure Terms 3-
- 3.2 Capacity Terms 3-
- 3.3 Tank Wall 3-
- 3.4 Welding Terms. 3-
- 4 MATERIALS 4-
- 4.1 General. 4-
- 4.2 Plates 4-
- 4.3 Pipe, Flanges, Forging, and Castings 4-
- 4.4 Bolting Material. 4-
- 4.5 Structural Shapes 4-
- 5 DESIGN. 5-
- 5.1 General. 5-
- 5.2 Operating Temperature 5-
- 5.3 Pressures Used In Design 5-
- 5.4 Loadings. 5-
- 5.5 Maximum Allowable Stress for Walls. 5-
- 5.6 Maximum Allowable Stress Values for Structural Members and Bolts 5-
- 5.7 Corrosion Allowance 5-
- 5.8 Linings 5-
- 5.9 Procedure for Designing Tank Walls. 5-
- 5.10 Design of Sidewalls, Roofs, and Bottoms. 5-
- 5.11 Special Considerations Applicable to Bottoms That Rest Directly on Foundations 5-
- 5.12 Design Of Roof And Bottom Knuckle Regions and Compression-ring Girders 5-
- 5.13 Design Of Internal And External Structural Members 5-
- 5.14 Shapes, Locations, and Maximum Sizes of Wall Openings 5-
- 5.15 Inspection Openings 5-
- 5.16 Reinforcement of Single Openings 5-
- 5.17 Reinforcement of Multiple Openings 5-
- 5.18 Design of Large, Centrally Located, Circular Openings in Roofs and Bottoms 5-
- 5.19 Nozzle Necks and Their Attachments to the Tank 5-
- 5.20 Bolted Flanged Connections 5-
- 5.21 Cover Plates 5-
- 5.22 Permitted Types of Joints 5-
- 5.23 Welded Joint Efficiency. 5-
- 5.24 Plug Welds and Slot Welds 5-
- 5.25 Stress Relieving 5-
- 5.26 Radiographic/Ultrasonic Examination 5-
- 5.27 Flush–Type Shell Connection 5-
- 6 FABRICATION 6-
- 6.1 General. 6-
- 6.2 Workmanship. 6-
- 6.3 Cutting Plates. 6-
- 6.4 Forming Sidewall Sections and Roof and Bottom Plates. 6-
- 6.5 Dimensional Tolerances 6- Page
- 6.6 Details of Welding 6-
- 6.7 Qualification of Welding Procedure 6-
- 6.8 Qualification of Welders 6-
- 6.9 Matching Plates 6-
- 6.10 Cleaning Surfaces to be Welded 6-
- 6.11 Weather Conditions for Welding 6-
- 6.12 Reinforcement on Welds 6-
- 6.13 Merging Weld With Plate Surface. 6-
- 6.14 Aligning of Main Joints. 6-
- 6.15 Repairing Defects in Welds 6-
- 6.16 Matching Plates of Unequal Thickness. 6-
- 6.17 Fitting Up of Closure Plates 6-
- 6.18 Thermal Stress Relief 6-
- 6.19 Peening Field Welds 6-
- 7 INSPECTION, EXAMINATION AND TESTING. 7-
- 7.1 Responsibility of Examiner 7-
- 7.2 Qualifications of Examiners 7-
- 7.3 Access for Inspector 7-
- 7.4 Facilities for Inspector 7-
- 7.5 Approval of Repairs. 7-
- 7.6 Inspection of Materials 7-
- 7.7 Stamping of Plates 7-
- 7.8 Measuring Thickness of Material 7-
- 7.9 Inspection of Surfaces Exposed During Fabrication 7-
- 7.10 Surface Inspection of Component Parts 7-
- 7.11 Check of Dimensions of Component Parts. 7-
- 7.12 Check of Chemical and Physical Property Data. 7-
- 7.13 Data Required From Manufacturer on Completed Tanks. 7-
- 7.14 Check of Stress-Relieving Operation 7-
- 7.15 Examination Method and Acceptance Criteria 7-
- 7.16 Inspection of Weld 7-
- 7.17 Radiographic/Ultrasonic Examination Requirements 7-
- 7.18 Standard Hydrostatic and Pneumatic Tests. 7-
- 7.19 Proof Tests for Establishing Allowable Working Pressures 7-
- 7.20 Test Gauges 7-
- 8 MARKING 8-
- 8.1 Nameplates 8-
- 8.2 Division of Responsibility. 8-
- 8.3 Manufacturer’s Report and Certificate 8-
- 8.4 Multiple Assemblies 8-
- 9 PRESSURE- AND VACUUM-RELIEVING DEVICES 9-
- 9.1 Scope 9-
- 9.2 Pressure Limits 9-
- 9.3 Construction of Devices 9-
- 9.4 Means of Venting 9-
- 9.5 Liquid Relief Valves 9-
- 9.6 Marking 9-
- 9.7 Pressure Setting of Safety Devices 9-
- APPENDIX A TECHNICAL INQUIRY RESPONSES A- - SPECIFICATIONS B- APPENDIX B USE OF MATERIALS THAT ARE NOT IDENTIFIED WITH LISTED
- APPENDIX C SUGGESTED PRACTICE REGARDING FOUNDATIONS C-
Page
APPENDIX D SUGGESTED PRACTICE REGARDING SUPPORTING STRUCTURES.... D- APPENDIX E SUGGESTED PRACTICE REGARDING ATTACHED STRUCTURES (INTERNAL AND EXTERNAL)...................................... .E- APPENDIX F EXAMPLES ILLUSTRATING APPLICATION OF RULES TO VARIOUS DESIGN PROBLEMS............................................... .F- APPENDIX G CONSIDERATIONS REGARDING CORROSION ALLOWANCE AND HYDROGEN–INDUCED CRACKING................................. G- APPENDIX H RECOMMENDED PRACTICE FOR USE OF PREHEAT, POST–HEAT, AND STRESS RELIEF.............................................. H- APPENDIX I SUGGESTED PRACTICE FOR PEENING............................... I- APPENDIX J (RESERVED FOR FUTURE USE)...................................... J- APPENDIX K SUGGESTED PRACTICE FOR DETERMINING THE RELIEVING CAPACITY REQUIRED............................................. K- APPENDIX L SEISMIC DESIGN OF STORAGE TANKS.............................. .L- APPENDIX M RECOMMENDED SCOPE OF THE MANUFACTURER'S REPORT........ M- APPENDIX N INSTALLATION OF PRESSURE–RELIEVING DEVICES................ N- APPENDIX O SUGGESTED PRACTICE REGARDING INSTALLATION OF LOW–PRESSURE STORAGE TANKS................................. O- APPENDIX P NDE AND TESTING REQUIREMENTS SUMMARY.................... .P- APPENDIX Q LOW-PRESSURE STORAGE TANKS FOR LIQUEFIED HYDROCARBON GASES........................................... Q- APPENDIX R LOW–PRESSURE STORAGE TANKS FOR REFRIGERATED PRODUCTS....................................................... R- APPENDIX S AUSTENITIC STAINLESS STEEL STORAGE TANKS................... .S- APPENDIX U ULTRASONIC EXAMINATION IN LIEU OF RADIOGRAPHY............ U-
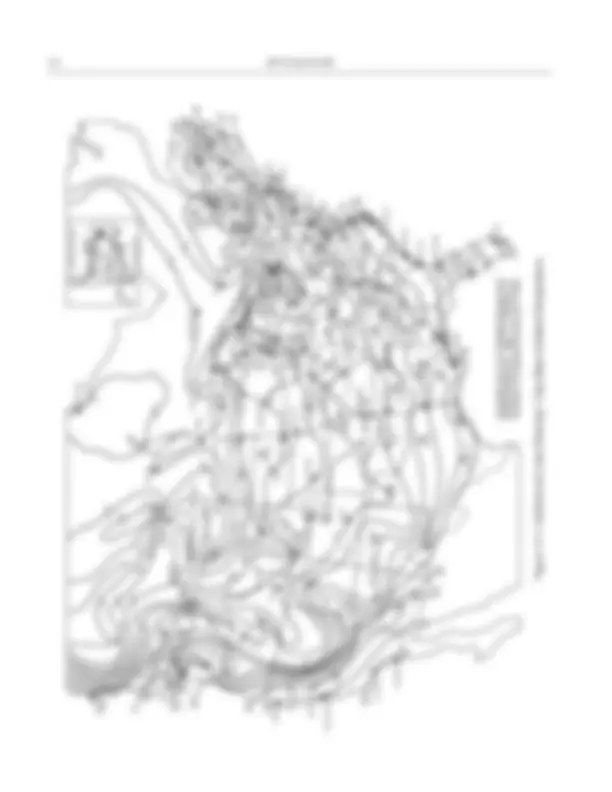
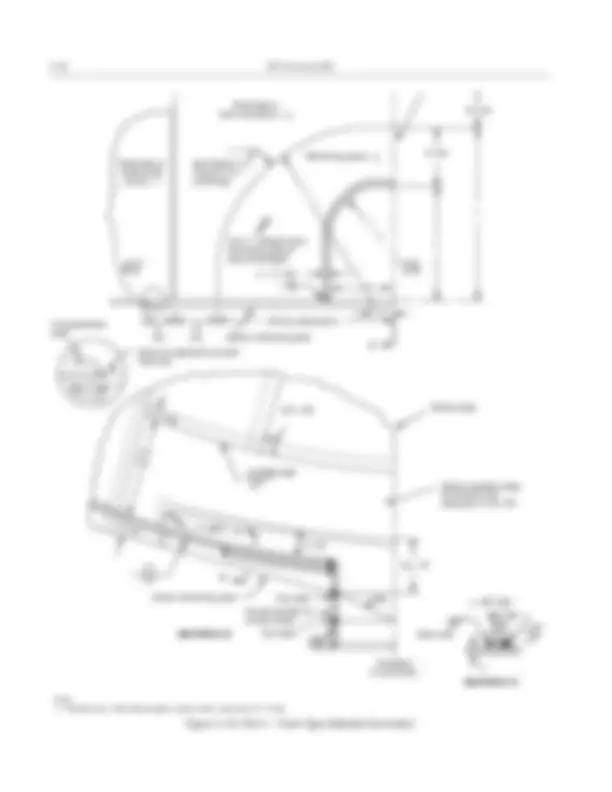
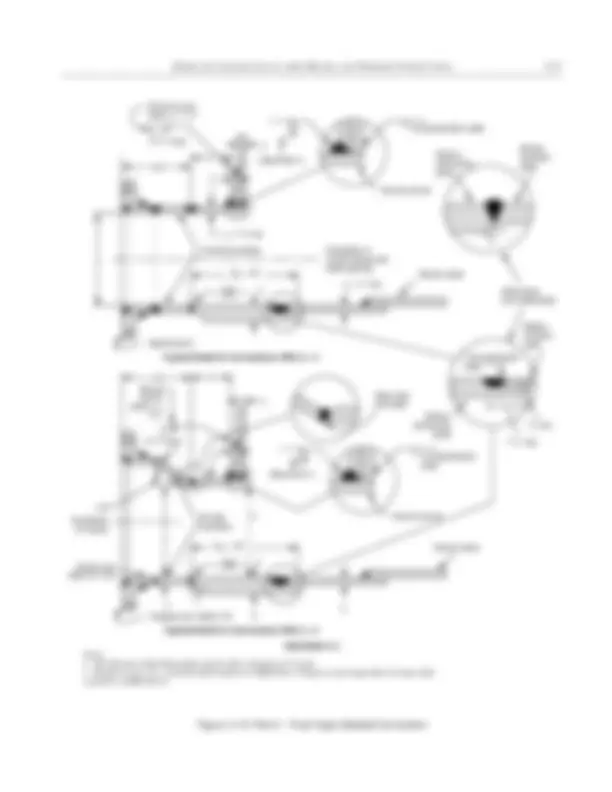
Figures 4-1 Isothermal Lines Showing 1-Day Mean Ambient Temperature........................ 4- 4-2 Minimum Permissible Design Metal Temperature for Pipe, Flanges, and Forgings without Impact Testing....................................................... 4- 4-3 Governing Thickness for Impact Test Determination of Pipe, Flanges, and Forgings....... 4- 5-1 Biaxial Stress Chart for Combined Tension and Compression, 30,000–38,000 lbf/in.^2 Yield Strength Steels......................................................... 5- 5-2 Method for Preparing Lap-Welded Bottom Plates Under the Tank Sidewall............ 5- 5-3 Detail of Double Fillet-Groove Weld for Bottom Plates with a Nominal Thickness Greater than 1 / 2 in........................................................... 5- 5-4 Typical Free-Body Diagrams for Certain Shapes of Tanks.......................... 5- 5-5 Compression-Ring Region.................................................... 5- 5-6 Permissible and Nonpermissible Details of Construction for a Compression-Ring Juncture................................................... 5- 5–7 Reinforcement of Single Openings............................................. 5- 5-8 Part 1—Acceptable Types of Welded Nozzles and Other Connections................. 5- 5-8 Part 2—Acceptable Types of Welded Nozzles and Other Connections................. 5- 5-8 Part 3—Acceptable Types of Welded Nozzles and Other Connections................. 5- 5-8 Part 4—Acceptable Types of Welded Nozzles and Other Connections................. 5- 5-9 Large Head Openings and Conical Shell-Reducer Sections.......................... 5- 5-10 Acceptable Types of Flat Heads and Covers...................................... 5- 5-11 Spherically Dished Steel Plate Covers with Bolting Flanges......................... 5- 5-12 Part 1—Flush-Type Sidewall Connection........................................ 5- 5-12 Part 2—Flush-Type Sidewall Connection........................................ 5- 5-13 Design Factors for Flush-Type Connections...................................... 5- 5-14 Rotation of Sidewall Connection............................................... 5- 6-1 Butt Welding of Plates of Unequal Thickness...................................... 6- 8-1 Nameplate................................................................. 8- F-1 Reduction of Design Stresses Required to Allow for Biaxial Stress of the Opposite Sign.. .F-
04
04
02
04
04
04
04 02
02
vii
Page R-4 Minimum Permissible Design Metal Temperature for Plates Used as Secondary Components Without Impact Testing.......................................... R- R-5 Minimum Charpy V-Notch Impact Requirements for Secondary-Component Plate Specimens (Transverse)..................................................... R- R-6 Thickness Requirements for the Annular Bottom Plate............................ R- S-1a ASTM Materials for Stainless Steel Components (SI Units)........................ .S- S-1b ASTM Materials for Stainless Steel Components (US Customary Units).............. .S- S-2 Maximum Allowable Stress Values for Simple Tension............................ .S- S-3 Allowable Stresses for Plate Ring Flanges...................................... .S- S-4 Yield Strength Values....................................................... .S- S-5 Modulus of Elasticity at the Design Temperature................................. .S- U-1 Flaw Acceptance Criteria for UT Indications (May be Used for All Materials)......... U- U-2 Alternate Flaw Acceptance Criteria for UT Indications............................ U- U-3 Charpy V-notch Impact Values Required to Use Table U-2 for 9% Nickel Steel......... U-
04
ix
1-2 API S TANDARD 620
1.2.18 Appendix M covers the extent of information to be provided in the manufacturer’s report and presents a sug- gested format for a tank certification form.
1.2.19 Appendix N covers installation practices for pres- sure- and vacuum-relieving devices.
1.2.20 Appendix O provides considerations for the safe operation and maintenance of an installed tank, with attention given to marking, access, site drainage, fireproofing, water draw-off piping, and cathodic protection of tank bottoms.
1.2.21 Appendix P summarizes the requirements for inspection by method of examination and the reference para- graphs within the standard. The acceptance standards, inspec- tor qualifications, and procedure requirements are also provided. This appendix is not intended to be used alone to determine the inspection requirements within this standard. The specific requirements listed within each applicable sec- tion shall be followed in all cases.
1.2.22 Appendix Q covers specific requirements for the materials, design, and fabrication of tanks to be used for the storage of liquefied ethane, ethylene, and methane.
1.2.23 Appendix R covers specific requirements for the materials, design, and fabrication of tanks to be used for the storage of refrigerated products.
1.2.24 Appendix S covers requirements for stainless steel tanks in non-refrigerated service.
1.2.25 Appendix U covers detailed rules for the use of the ultrasonic examination (UT) method for the examination of tank seams.
1.3 LIMITATIONS
1.3.1 General
The rules presented in this standard apply to vertical, cylindrical oil storage tanks built according to API Standard 650 as specifically allowed in 3.7.1.8, F.1, and F.7 of that standard. These rules do not apply to tanks built according to rules established for unfired pressure vessels designated for an internal pressure greater than 15 lbf/in.^2 gauge.
1.3.2 Piping Limitations
The rules of this standard are not applicable beyond the following locations in piping connected internally or exter- nally to the walls^1 of tanks constructed according to this standard:
a. The face of the first flange in bolted flanged connections. b. The first threaded joint on the pipe outside the tank wall in threaded pipe connections. c. The first circumferential joint in welding-end pipe connec- tions that do not have a flange located near the tank. (All nozzles larger than 2-in. pipe size that are connected to exter- nal piping shall extend outside the tank wall a minimum distance of 8 in. and shall terminate in a bolting flange.)
02
04
(^1) The term walls refers to the roof, shell and bottom of a tank as defined in 3.3. Tanks built according to Appendices Q and R may have both an inner and outer roof, shell and bottom. In these double- wall tanks, the piping that (a) may be subjected to the refrigerated product or gas in the annular space between the two tanks and (b) runs through the outer tank to the first circumferential joints must conform to the piping rules stated in Appendices Q and R.
04
2-
SECTION 2—REFERENCES
The most recent editions or revisions of the following standards, codes, and specifications are cited in this standard.
AA^2 Specifications for Aluminum Structures—Allowable Stress Design and Commentary
ACI^3 318 Building Code Requirements for Reinforced Concrete (ANSI/ACI 318)
AISC^4 Manual of Steel Construction
API Spec 5L Specification for Line Pipe RP 520 Sizing, Selection, and Installation of Pressure- Relieving Devices in Refineries, Part II, “Installation” Std 605 Large-Diameter Carbon Steel Flanges (Nomi- nal Pipe Sizes 26 Through 60; Classes 75, 150, 300, 400, 600, and 900) Std 650 Welded Steel Tanks for Oil Storage Std 2000 Venting Atmospheric and Low-Pressure Stor- age Tanks (Non-refrigerated and Refrigerated)
ANSI^5 H35.2 Dimensional Tolerances for Aluminum Mill Products
ASME^6 B1.20.1 General Purpose (in.) Pipe Threads (ANSI/ ASME B1.20.1) B16.5 Pipe Flanges and Flanged Fittings (ANSI/ ASME B16.5) B31.1 Power Piping B31.3 Chemical Plant and Petroleum Refinery Pip- ing (ANSI/ASME B31.3) B36.10M Welded and Seamless Wrought Steel Pipe (ANSI/ASME B36.10) B96.1 Welded Aluminum-Alloy Storage Tanks (ANSI/ASME B96.1) Boiler and Pressure Vessel Code , Section V, “Nondestruc- tive Examination”; Section VIII, “Pressure
Vessels, Division 1”; and Section IX, “Weld- ing and Brazing Qualifications” ASNT^7 CP-189 Standard for Qualification and Certification of Nondestructive Testing Personnel SNT-TC-IA Personnel Qualification and Certification in Nondestructive Testing ASTM^8 A 6 General Requirements for Rolled Steel Plates, Shapes, Steel Piling, and Bars for Structural Use A 20 General Requirements for Steel Plates for Pressure Vessels A 27 Steel Castings, Carbon, for General Application A 36 Structural Steel A 53 Pipe, Steel, Black and Hot-Dipped, Zinc- Coated Welded and Seamless A 105 Forging, Carbon Steel, for Piping Components A 106 Seamless Carbon Steel Pipe for High-Temper- ature Service A 131 Structural Steel for Ships A 134 Pipe, Steel, Electric-Fusion (Arc)-Welded (Sizes NPS 16 and Over) A 139 Electric-Fusion (Arc) Welded Steel Pipe ([NPS] in 4 in. and Over) A 181 Forgings, Carbon Steel, for General-Purpose Piping A 182 Forged or Rolled Alloy-Steel Pipe Flanges, Forged Fittings, and Valves and Parts for High-Temperature Service A 193 Alloy-Steel and Stainless Bolting Materials for High-Temperature Service A 194 Carbon and Alloy Steel Nuts for Bolts for High-Pressure and High-Temperature Service A 213 Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat Exchanger Tubes A 240 Heat-Resisting Chromium and Chromium- Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels A 283 Low and Intermediate Tensile Strength Car- bon Steel Plates A 285 Pressure Vessel Plates, Carbon Steel, Low- and Intermediate-Tensile Strength
(^2) Aluminum Association, 900 19th Street, N.W., Washington D.C. 20006, www.aluminum.org. (^3) American Concrete Institute, P.O. Box 19150. Redford Station, Detroit, Michigan 48219, www.aci-int.org. (^4) American Institute of Steel Construction, 400 North Michigan Ave- nue, Chicago, Illinois 60611-4185, www.aisc.org. (^5) American National Standards Institute, 1430 Broadway, New York, New York 10018, www.ansi.org. (^6) American Society of Mechanical Engineers, 345 East 47th Street, New York, New York 10017, www.asme.org.
(^7) American Society for Nondestructive Testing, 4153 Arlington Plaza, Columbus, Ohio 43228-0518, www.asnt.org. (^8) American Society for Testing and Materials, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959, www.astm.org.
04
04
3-
SECTION 3—DEFINITIONS
3.1 STRESS AND PRESSURE TERMS
3.1.1 maximum allowable stress value: The maxi- mum unit stress permitted to be used in the design formulas given or provided for in this standard for the specific kind of material, character of loading, and purpose for a tank member or element (see 5.5 and 5.6). 3.1.2 design pressure: The maximum positive gauge pressure permissible at the top of a tank when the tank is in operation. It is the basis for the pressure setting of the safety- relieving devices on the tank. The design pressure is synony- mous with the nominal pressure rating for the tank as referred to in this standard (see 5.3.1). 3.2 CAPACITY TERMS 3.2.1 nominal liquid capacity: The total volumetric liq- uid capacity of a tank (excluding deadwood) between the plane of the high liquid design level and elevation of the tank grade immediately adjacent to the wall of the tank or such other low liquid design level as the manufacturer shall stipulate. 3.2.2 total liquid capacity: The total volumetric liquid capacity of a tank (excluding deadwood) below the high liq- uid design level.
3.3 TANK WALL The tank wall is any or all parts of the plates located in the surface of revolution that bounds the tank and serves to sepa- rate the interior of the tank from the surrounding atmosphere. Flat bottoms of cylindrical tanks are covered by the rules of 5.9.4. As such, the tank walls include the sidewalls (or shell), roof, and bottom of the tank but not any of the following ele- ments located on or projecting from the walls: a. Nozzles and manways or their reinforcement pads or cover plates. b. Internal or external diaphragms, webs, trusses, structural columns, or other framing. c. Those portions of a compression-ring angle, bar, or girder that project from the walls of the tank. d. Miscellaneous appurtenances.
3.4 WELDING TERMS The terms defined in 3.4.1 through 3.4.15 are commonly used welding terms mentioned in this standard. See 5.22 for descriptions of fusion-welded joints. 3.4.1 backing: The material—metal, weld metal, carbon, granular flux, and so forth—that backs up the joint during welding to facilitate obtaining a sound weld at the root. 3.4.2 base metal: The metal to be welded or cut. 3.4.3 depth of fusion: The distance that fusion extends into the base metal from the surface melted during welding.
3.4.4 filler metal: Metal added in making a weld. 3.4.5 fusion: The melting together of filler metal and base metal, or the melting of base metal only, which results in coa- lescence. 3.4.6 heat-affected zone: The portion of the base metal that has not been melted but whose mechanical properties or microstructures have been altered by the heat of welding or cutting. 3.4.7 joint penetration: The minimum depth a groove weld extends from its face into a joint, exclusive of rein- forcement. 3.4.8 lap joint: A joint between two overlapping mem- bers. An overlap is the protrusion of weld metal beyond the bond at the toe of the weld. 3.4.9 oxygen cutting: A group of cutting processes wherein the severing of metals is effected by means of the chemical reaction of oxygen with the base metal at elevated temperatures. In the case of oxidation-resistant metals, the reaction is facilitated by use of a flux. 3.4.10 porosity: The existence of gas pockets or voids in metal. 3.4.11 reinforcement of weld: Weld metal on the face of a groove weld in excess of the metal necessary for the specified weld size. 3.4.12 slag inclusion: Nonmetallic solid material entrapped in weld metal or between weld metal and base metal. 3.4.13 undercut: A groove melted into the base metal adjacent to the toe of a weld and left unfilled by weld metal. 3.4.14 welded joint: A union of two or more members produced by the application of a welding process. 3.4.15 weld metal: The portion of a weld that has been melted during welding. 3.4.16 machine welding: Welding with equipment that performs the welding operation under the constant observa- tion and control of a welding operator. The equipment may or may not perform the loading and unloading of the work. 3.4.17 manual welding: Welding wherein the entire welding operation is performed and controlled by hand. 3.4.18 semiautomatic arc welding: Arc welding with equipment that controls only the filler metal feed. The advance of the welding is manually controlled. 3.4.19 welder: One who performs manual or semiauto- matic welding. 3.4.20 welding operator: One who operates machine welding equipment.
04
04
04
04