Baixe Sequenciamento de Produção e outras Resumos em PDF para Engenharia de Produção, somente na Docsity!
7 Sequenciamento da Programaçãoda Produção
O
capítulo 7 apresenta o desenvolvimento da fun- ção de sequenciamento dentro da dinâmica de programaçãoda produção. Como existem grandes di- ferençasnos processos produtivos, tanto na demanda
comona própria organização física dos recursos a se-
remsequenciados, o assunto é dividido em três gran- destópicos. O sequenciamento nas linhas de mon- tagem,conhecido como balanceamento de linha, o sequenciamentoem processos repetitivos em lotes e o sequenciamento em projetos. No balanceamento delinhasde montagem, os conceitos de tempo de ci- clo,rotinade operações-padrão, polivalência e layout dalinhasão discutidos com base em um exemplo de- talhadoda montagem de um motor elétrico. Para o sequenciamentoda produção em lotes, regras de de- cisãoparaa escolhado lote e escolhado recurso,e a importânciado sequenciamento na formação dos
leadtimes produtivos são discutidas. O conceito de
sistemade programação avançada (APS) com capa-
cidadefinita,onde as regras são aplicadas, são defi-
nidose exemplificadosdentro da dinâmicado Jogo LSSP]CP2. Na parte final do capítulo, o sequencia-
mentoemprojetos é apresentado com base na mon-
tagemde redes de atividades via técnica PERT/CPM,
tambémchamada de gerenciamento de projetos. 7.1 Introdução Asatividades de curto prazo de programação da produção,realizadas pelo PCp, buscam implementar umprograma de produção que atenda ao PMP ge-
radopara os produtos acabados. Estas atividades,
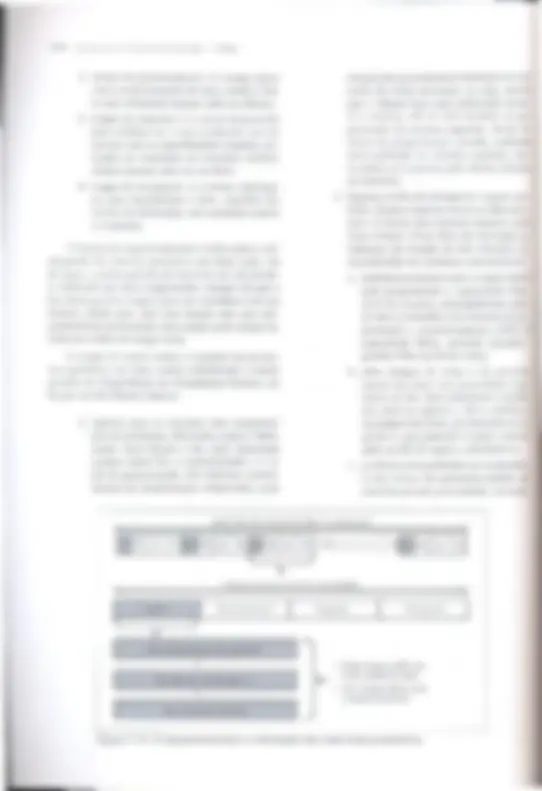
paraefeitode estudo, foram divididas em três grupos hierarquicamente relacionados, ilustrados na Figura 7.1, que são a administração dos estoques, o sequen- ciamento, e a emissão e liberação das ordens. A administração dos estoques, detalhada nos dois capítulos anteriores, está encarregada de pla- nejar e controlar os estoques do sistema produtivo, definindo tamanhos de lotes, modelos de reposição e estoques de segurança para os itens. Escolhida e aplicada uma sistemática de administração dos esto- ques, serão geradas a cada período de programação as necessidades de compras, fabricação e montagem dos itens para atender ao PMP. Convencionalmente, as ordens de compras, uma vez geradas, são encami- nhadas para o setor encarregado das compras e saem da esfera de ação do PCP.Já as necessidades de fabri- cação e de montagem precisam normalmente passar por um sistema produtivo com limitações de capaci- dade. A adequação do programa gerado aos recursos disponíveis (máquinas, homens, instalações etc.) é função do sequenciamento, objeto principal de estu- do deste capítulo. Como discutido anteriormente, a intensidade e detalhamento com que são executadas as funções de programação da produção pelo PCP em geral, e a função de sequenciamento em particular, depen- dem do tipo de sistema produtivo que se está pro- gramando. A Figura 7.2, resgatada do Capítulo 5, ilustra essa diferenciação. Nos sistemas de produção contínuos, como a demanda é concentrada em gran- des volumes em uma pequena variedade de produtos acabados com o sistema produtivo focado no roteiro desses produtos, a função de programação da produ- ção, incluindo o sequenciamento, se dá apenas no ní-
102 Planejamento e Controle da Produção. Tubino
Longo prazo
1 Médio prazo
1 Curto prazo
Figura 7.1 Programação da produção e horizontes de planejamento.
vel do produto acabado (PMP), definindo seus volu- mes de produção, normalmente em lotes únicos para o período, e seus estoques de abastecimento (MP) e distribuição (PA). Ou seja, o foco é na função de ad- ministração de estoques ou logística e não no sequen- ciamento em si.
De forma semelhante, em função da baixa va-
riedade e alto volume de produção, os sistemas de
produção em massa também têm seu foco na logís-
tica de abastecimento e distribuição, bem como na
utilização do PMPpara a definição dos ritmos de tra-
balho, ou tempos de ciclo (TC), que serão implanta-
Repetitivos em Lotes
Sob Encomenda
Contínuos Massa
II II
. Alta Ii DemandaNolume^ de Produção
Baixa (^) : FlexibilidadeNariedade de itens I I Detalhamento da programação! e Sequenciamento
Baixo
Logística das MP/PA e PMP De~ Te para balanc~mento da linha
Explosão dos itens (MRP) e sequenciamento das ordens por recurso (APS)
Baixa
Alta Alto
Garantia da data de entrega (APS capacidade finita ou PERT/ CPM)
Figura 7.2 Programação e sequenciamento da pro- dução e sistemas produtivos.
dos nas linhas de montagem. A partir da definição dos TC se faz o chamado balanceamento da linha ou balanceamento das rotinas de operações-padrão (ROP), que pode ser entendido como o sequencia mento dos postos de trabalho, assunto a ser discuti do no próximo tópico. Como esses sistemas estãofo.
cados na montagem de produtos acabados, a função
da programação da produção não precisa se preocu. par com o detalhamento (sequenciamento, emissão e liberação) de ordens de produção de componentes para cada posto de trabalho. Nos sistemas de produção repetitivos em lotes
visto que a variedade de produtos acabados émaior,
e a demanda desses produtos não justifica uma foca. lização da produção deles, a competição por espaço nos recursos produtivos é grande, fazendo com que a programação da produção necessite desmembrar o produto acabado (PMP) em seus diferentes níveis componentes, geralmente via cálculo das necessida. des (MRP), de forma a gerar ordens detalhadas (com. pras, fabricação e montagem). Essas ordens devem ser sequenciadas via sistema de programação avan.
çada (APS),recurso a recurso, visando garantircerta
fluidez no processo produtivo. Quando são montadas células de fabricação, dentro do conceito de Manufa tura Enxuta, a produção passa a ser em fluxo unitário dentro delas, reduzindo a complexidade do sequen. ciamento individual.
Planejamento estratégico da produção
,r
Planejamento-mestre da produção
,r Programação da produção
. Administração dos estoques . Sequenciamento . Emissãoe liberação
Ordens de Ordens de Ordens de compras fabricação montagem
104 Planejamento e Controle da Produção. Tubino
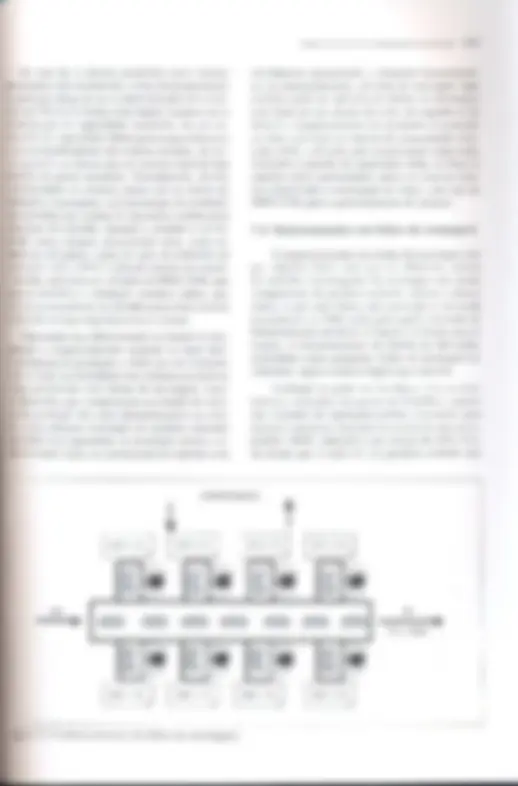
montado. Ao final do tempo disponível de trabalho (TD), seguindo o ritmo do TC, uma quantidade de produtos acabados será finalizada para atender a demanda (D). De forma geral, uma linha de montagem pode ser composta de vários centros de trabalho (CT), que po- dem ser submontagens ou até máquinas para confor- mações específicas, como, por exemplo, uma estação de pintura ou uma prensa, encarregados de montar ou fabricar partes do produto que abastecerão a linha principal através de supermercados de componentes, colocados junto à linha a ser abastecida. Logo, o ba- lanceamento de uma linha de montagem deve não só sincronizar os ritmos (TC) dos diferentes centros de trabalho na execução de suas ROP como também di- mensionar os supermercados abastecedores da linha, conforme o esquema geral ilustrado na Figura 7.4. A garantia de que os diferentes centros de traba- lho da linha de montagem estarão balanceados en- tre si se dará pelo emprego da mesma demanda ge- rada no PMP (no caso dos PA) ou no MRP (no caso de componentes) tanto para dimensionar os super- mercados abastecedores entre os centros de trabalho, como para gerar o TC que irá balizar as diferentes ROP de cada centro de trabalho. Esse balanceamento é executado pelo PCP em conjunto com a gerência da linha, visto que muitas das decisões tomadas depen- dem do conhecimento do chão de fábrica. Normal- mente, a equipe encarregada do balanceamento das linhas já irá dispor de diferentes ROp, elaboradas e testadas previamente, para diferentes TC, que serão acionadas com as mudanças da demanda.
Balanceamento Geral da Linha
SM de componentes entre CT
Dimensionamento dos SM
Conforme já foi colocado na introdução dest
livro, os autores que apresentam os conceitos bási- cos da Manufatura Enxuta preferem dividir o tempo de ciclo (TC) em dois. Um seria o TC do mercado, chamado de Takt Time (TK), em que a demanda da fórmula seria a do cliente externo, e outro seriao TC dos centros de trabalhos ou processos produtivos, chamado então de tempo de ciclo do processo. Con.
siderando que um sistema produtivo é uma cadeia
de centros de trabalho fornecedores e clientes e que cada centro de trabalho fornecedor deve atender às necessidades (demandas) dos clientes, neste livroso-
bre planejamento e controle da produção não sefará
distinção entre demanda externa e demanda interna,
e se usará simplesmente o termo tempo de ciclo (TC)
para determinar ritmos de atendimento da demanda do cliente, seja ela interna ou externa. No sentido de ilustrar o balanceamento de uma linha de montagem, na Figura 7.5 estão apresentados os diferentes centros de trabalho necessários paraa montagem de motores elétricos, adaptados de uma situação real. Inicialmente, são executadas duas ati- vidades de preparação nas peças colocadas no super- mercado para abastecer a montagem dos motores. Uma é a lavação de peças do motor elétrico (tampas, carcaças, caixa de ligação etc.), que tem como objeti- vo retirar resíduos de usinagem e excesso de óleodas peças para que a tinta possa ser aplicada ao finalda montagem sem o comprometimento da aderência.A outra, para que seja possível montar a tampa do mo. tor elétrico na carcaça, é uma operação que usinao interstício da carcaça onde será acoplada a tampa.
Balanceamento do CT
Rotina de operações-padrão WIP dentro^ do CT
Tempo de ciclo (^) Operações-padrão Matriz de Polivalência
Demanda (PMP - MRP)
Figura 7.4 Esquema geral do balanceamento de linhas de montagem.
Amontagem do motor propriamente dita, confor- mese pode ver na Figura 7.5, se inicia com a prensa- gemdo estator na carcaça, onde estatores já bobina- dose carcaças já lavadas são unidas por uma prensa hidráulicaque força verticalmente o estator através do diâmetrointerno da carcaça. Em seguida é montada umaplaca de bornes com uma caixa de ligação na car- caçado motor que tem por objetivo permitir a cone- xãodosfios de saída do motor com uma ligação exter- na.Paraesse processo existe uma bancada onde estão instaladasparafusadeiras pneumáticas que são manu- seadaspelos operadores que montam e unem a placa debornesà carcaça do motor através de parafusos. Na sequência,ao longo de linhas com deslocamentos via roletes,os componentes como tampas, rotores com- pletos,rolamentos, caixas de ligação etc. vão sendo incorporadosà carcaça até que finalmente o motor es-
tejaprontopara ser testado eletricamente e pintado.
7.2.1 Lista de operações-padrão e tempo de ciclo
ATabela 7.1 apresenta a lista de operações-pa- drãocomos tempos-padrãopara o centro de traba- lhode montagem da placa de bornes e caixa de liga-
Sequenciamento da programação da produção 105
ção. Cabe ressaltar que atualmente os tempos-padrão
são obtidos em cima de operações mais agregadas,
evitando levantamentos por micro-operações,para
atender a tempos de ciclo mais longos, dado que o
enfoque é de se usar operadores polivalentese ajuda
mútua, o que faz com que a interface entre as opera-
ções-padrão não seja tão rígida. Outro enfoqueatual,
com base nos conceitos de Manufatura Enxuta,é de
que o próprio grupo de operadores que irá executar
esse conjunto de operações participe da definiçãodos
tempos-padrão, tomando-os mais reais.
Conforme se pode ver na Tabela 7.1, o tempo
padrão total para se montar a placa de bornes e a
caixa de ligação na carcaça do motor é de 6,
minutos, sendo que a operação 16, de conectar ca-
bos do termostato no conector, é a mais demorada
(gargalo), consumindo 1,030 minutos. Esse tempo
da operação gargalo é importante, pois define para
o PCP o limite de capacidade de produção (CP)do
centro de trabalho, de acordo com a fórmula 7.1.
Nesse exemplo, para simplificar, está se admitindo
que a linha é focada a uma família de motores, ou
seja, não há setups, e que todas as operações-padrão
são operações manuais, ou seja, exigem a presença
do operador para executá-Ias.
Estoque de peças e componentes
Lavação de peças (tampa, Usinagem do encaixe da carcaça Prensagem do estator na carcaça carcaça, caixa de ligação etc.)
Montagem da placa de bornes e caixa de ligação
Montagem final (tampa, rotor, rolamento etc.)
Testes
Pintura
Estoque de produtos acabados
Figura7.5 Centros de trabalho de uma linha de montagem de motores elétricos.
-- duzindoseus itens na quantidade adequada, mas sem sincronizaçãocom os clientes (linha de montagem). Porexemplo, a usinagem da carcaça do motor elétri-
copodeestar sendo feita em um tomo automático
queusina carcaças para outras linhas também, e, em funçãoda velocidade da máquina e dos custos de se- tup, a tendência é produzir em 10 minutos lotes de 25 unidadesa cada intervalo de uma hora, ou ainda, o queé mais comum, produzir as 200 unidades de de- mandaem um único lote por dia (o que matéria a TX em0,416 unidades por minuto). O problema é que comoo ritmoda linha é de 2,40 minutospor unida- de,asunidades restantes ficarão no supermercado de componentesda linha até serem consumidas. Paraevitar esse estoque de componentes, o con- ceitode produção em fluxo unitário da Manufatura Enxutabuscaria um tomo menor, talvez manual, co-
locadopróximoda linha e focado nessa família (sem
setup) paraproduzir apenas uma unidade a cada 2,
minutos,ou seja, com a produção casada com o TC dalinha.Essa é a razão também da transformação de processosdepartamentais, controlados por TX, para processosfocados a famílias de itens em células de fabricaçãoque podem ser controladas em cima do TC,ou seja, do ritmo da demanda.
7.2.2Montagem das rotinas de
operações-padrão
Definida a demanda do período a ser atendida, eo correspondente TC, o próximo passo no balance- amentoda linha consiste em determinar o número depostosde trabalho e a correspondente rotina de operações-padrão(ROP) para cada um desses pos- tos.Namontagem da ROP para cada um desses pos- tos,conforme ilustrado no esquema geral da Figura 7.4,deve-selevar em conta a chamada matriz de po- Sequenciamento da programação da produção 107 livalência. A matriz de polivalência é uma ferramenta que fornece à Gerência da fábrica a visão da relação de operações-padrão que o grupo de operadores dis- poníveis no centro de trabalho está apto a realizar. Quanto maior o nível de polivalência do grupo, mais fácil será montar as ROP dentro de um centro de tra- balho, bem como promover o rodízio de postos e a ajuda mútua entre eles. Por exemplo, na Figura 7.6 está representada a matriz de polivalência para o grupo de sete operado- res que podem ser alocados ao centro de trabalho de montagem da placa de bornes e caixa de ligação. Essa matriz, dentro do conceito de gerenciamento visual da fábrica, usa um sistema de cores para facilitar o acesso à informação e é colocada junto à linha. Nesse exemplo, os operadores 1 e 2 são os mais experientes e, além de dominarem todas as operações do centro de trabalho, estão capacitados, ainda, a treinar seus companheiros. Já os operadores 6 e 7 são novatos e estão em treinamento no primeiro grupo de cinco operações, ligadas a conexão da placa de bomes, o que exigiria que um dos três primeiros operadores fosse colocado no posto ao seu lado para permitir um acompanhamento do treinamento e um eventual es- quema de ajuda mútua, ou seja, caso eles não consi- gam acompanhar o TC, o operador mais experiente passaria a ajudá-Io a manter o ritmo. De posse da lista de operações-padrão do TC e das limitações técnicas dos operadores em assumir tais operações, é possível montar as rotinas de operações- padrão (ROP) e definir o número de postos necessá- rios. Por definição, a ROP é o conjunto de atividades que um posto de trabalho deve seguir dentro do TC planejado no sentido de executar a lista de operações- padrão para montar ou fabricar um item. De manei- ra geral, essas atividades são divididas em atividades manuais, mecânicas e de deslocamento, sendo que: Nome Conectar Placa de Somes
OP1 I OP2 I OP3 I OP4 I OP5 OP6^ OP
Oper. Oper. Oper. Oper. Oper.S Oper. Oper.?
. Domina e Treina .Domina
Figura7.6 Exemplo de matriz de polivalência.
D Em Treinamento.^ Sem Treinamento
108 Planejamento e Controle da Produção. Tubino
· atividades manuais: são aquelas que exigem
que o operador esteja presente em contato
com o item montado ou fabricado, como,
por exemplo, a colocação de uma peça em
um torno e o seu acionamento, ou ainda, a
retirada da peça da máquina (normalmen-
te essa atividade pode ser automatizada por
gravidade, liberando o operador);
· atividades mecânicas: são aquelas que não
exigem que o operador esteja em contato
com o item montado ou fabricado, como,
por exemplo, o que ocorre durante uma ope-
ração de usinagem automática;
· deslocamentos: são os movimentos que o
operador precisa fazer para ir de um ponto
ao outro do posto de trabalho para a exe-
cução das operações-padrão e depende do
layout da linha de montagem ou da célula
de fabricação, como, por exemplo, buscar
peças dentro do contenedor, deslocar-se en-
tre máquinas etc.
Uma alternativa para a distribuição das ROP
para o TC de 2,40 minutos com três postos na linha
de montagem da placa de bornes e caixa de ligação
na carcaça do motor elétrico pode ser vista nas Figu-
ras 7.7, 7.8 e 7.9. Nesse exemplo simples, a lista de
operações-padrão para a montagem possui apenas
operações manuais, que exigem a presença do opera-
dor para sua execução. Além disso, como o layout da
linha é retilíneo, conforme ilustrado na Figura 7.10,
a sequência de operações-padrão dentro das três ro-
tinas deve seguir a ordem sequencial da lista de ope-
rações-padrão.
Por exemplo, como apresentado na Figura 7.7,
a ROPpara o posto 1 se inicia com o operador apa-
nhando no contenedor na entrada da linha os itens
a serem montados (0,050 minutos) e se deslocando (0,050 minutos) até a bancada. Em seguida, ele ini. cia um conjunto de oito operações-padrão, todas de caráter manual, e com posicionamento fixo na ban- cada, sem deslocamentos; ao final, ele disponibili. za a carcaça pré-montada para o segundo posto de trabalho (0,050 minutos) e se desloca novamente até o contenedor (0,050 minutos) para apanhar um novo conjunto de itens a serem montados, fechando seu conjunto de atividades dentro do TC de 2, minutos. Com um tempo total líquido de operações manual de 2,286 minutos e um tempo de desloca. mento total de 0,100 minutos, o tempo total dessa ROP é de 2,386. A ROP para o posto 2, apresentada na Figura
7.8, tem seu início com o operador apanhando a caro
caça pré-montada(0,050 minutos) deixadana bano cada pelo posto 1 e se deslocando (0,050 minutos) até seu posto de trabalho. Em seguida, ele desenvol- ve um conjunto de cinco operações-padrão seqüen- ciais, todas de caráter manual, e com posicionamento fixo na bancada. Ao final dessas operações de mono tagem, ele se desloca (0,050 minutos) até junto ao posto 3 e disponibiliza a carcaça pré-montada para esse posto de trabalho (0,050 minutos), retomando (0,050 minutos) para iniciar um novo ciclo de mono tagem, e fechando seu conjunto de atividades dentro do TC de 2,400. Neste segundo posto de trabalho, o tempo total líquido de operações manual é de 2,030 minutos eo tempo total de deslocamento de 0,150 minutos, per. fazendo um tempo total de 2,180 minutos. Apesar da folga de 0,120 minutos, como a próxima opera- ção-padrão na sequência de montagem dos itens é de 0,611 minutos, não se pode incluí-Ia na ROP desse posto, pois ultrapassaria o TC. Uma alternativa para o uso desse tempo de folga seria permitir que o ope-
Figura 7.7 Rotina de operações-padrão para o posto 1.
Rotina de Operações-padrão: 27 - Posto 1 Demanda Média200 unidldia Atualizado em: (^) -'-'- SimtX1logla:Operação Manual Processo: Montagem da Placa de Somes e Caixa de (^) Tempo de €iclo (^) Responsável: Operação Mecãnica ........... Ligação (^) 2,40 min'unid (^) Operador Andando Operação (^) Tempo (min.) Tempo de Operação (minutos) Ordem (^) Descrição Manual (^) Máquina 0,1 0,2 0,3 0,4 0,5 0,8 0,7 0,8 0,9 1,0 (^) 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2,0 2,1 2,2 2,3 2,4 2.
1 Apanhar itens contenedor 0,050 -^ h M
2 SoltarCabos u,132 -^ 1-- (^3) Fazer ligação V,o..o - (^4) Coloca r ponte u,527 - (^5) Fixar porcas u,156 - (^) "- ""' I-....&' Dobrar cabos^ 0,196 -^ I>- (^) 1- (^7) Pegar cx e posicionar 0,102 L ... (^6) Prensar aterramento U,U(4 L (^9) Posicionar parafusos u,351 - (^10) Colocar itens bancada (^) 0,050 - (^) .. Tempo lotal Liquiao 2,
110 Planejamento e Controle da Produção. Tubino
Figura 7.10 Visão geral das rotinas de operações-padrão para a linha.
Linha de velocidade controlada
Linha de acionamento contínuo
Figura 7.11 Acionamento das linhas de montagem.
des na sua ROP.Sempre que o operador completa sua ROp, coloca o produto que está sendo montado na liI1ha e busca novo produto junto ao seu buffer para executar nova ROP.Como operadores nos sistemas de produção convencionais são vistos apenas como mais um recurso produtivo a ser maximizado, os buffers
são projetados para absorver diferenças de ritmos de
trabalho e problemas de forma geral.
Caso a demanda do produto montado se altere,
acelera-se,ou reduz-se,a velocidade da linhaparase
adequar ao novo TC exigido, colocando-se, ou retiran. do-se, postos de trabalho com ROP idênticas de for. ma a manter a linha abastecida. Nessas linhas é mais fácil fazer o balanceamento das atividades em função das mudanças de demanda pela adição, ou subtração, dos montadores que não precisam que suas rotinasse
ROP1 (^) Tempode Ciclo= 2,40min Ordem (^) Operação
. 1t.^ I-
J 11""'
ROP2 (^) Tempo de Ciclo = 2,40 min Ordem (^) Operação J IJ"
ROP3 (^) Tempo de Ciclo = 2,40 min Ordem (^) Operação '" I-- ItI"
limitemao TC da linha, nem que elas sejam alteradas coma mudança no TC. Também é mais fácil manter a linhaoperando pelo emprego dos buffers, mesmo que algumproblema venha a acontecer com algum mon- tador,outros montadores com a mesma ROP abaste- cerãoos buffers. Linhas convencionais de montagem dessetipo estão mais preocupadas em manter o nível deprodução final de acordo com o previsto do que buscaralternativas para uma montagem eficiente, nãosó em termos de quantidade, mas principalmente quantoà qualidade e custo do produto. Essas linhas convencionais estão com seus dias contados,visto que as linhas de montagem voltadas paraa Manufatura Enxuta atingem níveis superiores deeficáciacom o uso de velocidades controláveis pe- lospróprios montadores, dentro da lógica de puxar aprodução. A linha de velocidade controlada, como podeser vista na Figura 7.11, posiciona os montado- resdentro da linha, obrigando-os a trabalharem suas ROPem sincronia com o TC da linha. Caso a deman- da(e o TC) pelo produto montado se altere, acelera- se,ou reduz-se, a velocidade da linha pela adição, ou redução,do número de montadores que passarão a executarnovas ROP dentro do novo TC estabelecido. Acapacidade de produção da linha com velocidade controladaé administrada pela mudança na ROP dis- tribuídaentre os montadores, limitando dessa forma otamanho viável que a linha pode atingir. Caso seja necessário,replicam-se as linhas para aumentar a ca- pacidadede produção. Por outro lado, a linha con- vencionalde acionamento contínuo pode crescer te- oricamentede forma ilimitada, pois sempre se pode adicionarnovos operadores e duplicar as ROP para seobterTC mais curtos.
O ideal em uma linha de velocidade controlada énãomanter buffers entre os montadores,de forma quecada montador, ao completar sua ROP dentro do TC,passe o produto que está sendo montado direta-
menteao próximo montador. Isso garante a produ-
çãopuxada, fazendo com que só se exerçam ativi-
dadesem cima de produtos que realmente estejam
sendosolicitadospelos clientes, bem como garante
quequalquer problema de ritmo ou qualidade irá prontamenteaparecer e parar a linha. Com a produ- çãoem fluxo unitário dentro da linha há necessidade dese manter uma quantidade padrão de materiais (WlP)apenas nas seguintes situações:
conectar dois operadores: quando a ROP dos operadores não seguir a lista de operações- padrão do item montado, geralmente nos
Sequenciamento da programação da produção 111
layouts não lineares, nos pontos dentro da linha onde os dois operadores interagem, para que o segundo, ao chegar nesse ponto, tenha um item disponível para processar na sua ROP; · esperas técnicas do processo: alguns proces- sos não permitem que o item trabalhado possa ser imediatamente manuseado para ser transferido para a próxima operação. Si- tuações nos quais a temperatura de saída da peça é alta, ou onde deve ocorrer um proces- so de "cura" ou secagem, são exemplos que exigem a colocação de um item adicional en- tre as operações.
Uma questão importante para permitir a monta- gem de ROP mais ajustadas ao TC, com menos tem- pos ociosos, está relacionada ao formato da linha. Em linhas convencionais retilíneas, conforme o exemplo que está se seguindo da montagem da placa de bomes e caixa de ligação do motor elétrico, as operações-pa- drão escolhidas para montar a rotina dos postos devem seguir obrigatoriamente a sequência de montagem do produto. Por exemplo, na Tabela 7.2 são apresentadas de forma simplificada as ROP para os seis postos que seriam necessários para atender a um TC de 1,5 minu- tos por unidade, ou seja, para uma demanda de 320 unidades por dia. Está se admitindo que cada posto de trabalho tenha que pegar a carcaça do motor (0, minutos) na bancada e, após as operações-padrão, re- colocá-Ia (0,050 minutos) para o próximo operador.
Tabela 7.2 Distribuição das ROP em linha retilínea
para TCde 1,5 minutos. Operação-padrão Linha^ Retilínea Ordem Tmin ROP (^) T.op. T.mov Total (^1) 0, (^2) 0,648 Posto 1 1,307 0,100 1, (^3) 0, (^4) 0, (^5) 0, (^6) 0, (^7) 0,074 Posto2^ 1,224^ 0,100^ 1, 8 0, 9 0, 10 0, (^11) 0,207 Posto 3 0,992 0,100 1, (^12) 0, (^13) 0, (^14) 0,611 Posto 4^ 1,204^ 0,100^ 1, (^15) 0,590 Posto 5 (^) 0,590 0,100 0, (^16) 1,030 Posto 6 (^) 1,030 0,100 1,
equilíbrioe ritmo da mão de obra, mas no carrega- mentodas máquinas, convencionalmente gerenciada segundouma taxa de produção (fórmula 7.3) ligada àdemanda.
Estes sistemas produtivos são relativamente flexíveis, empregando equipamentos menos espe- cializados agrupados em centros de trabalho (ou departamentos), que permitem, em conjunto com funcionários polivalentes, atender a diferentes volu- mese variedades de pedidos dos clientes internos,
comolinhas de montagem da própria empresa, ou
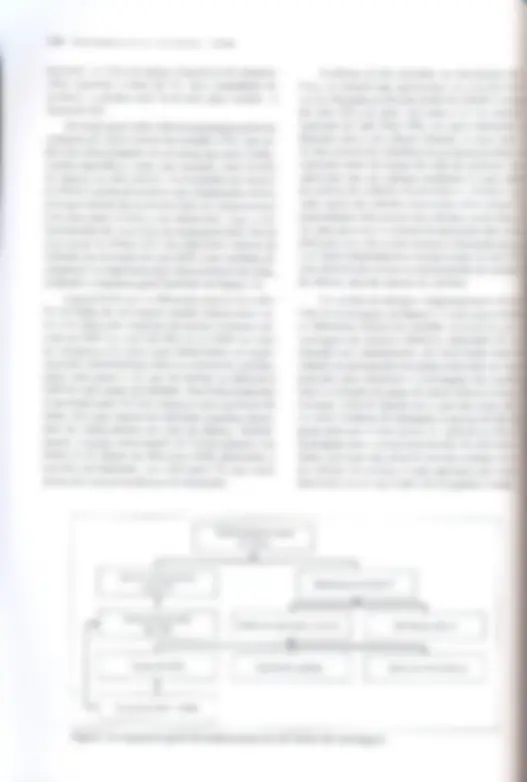
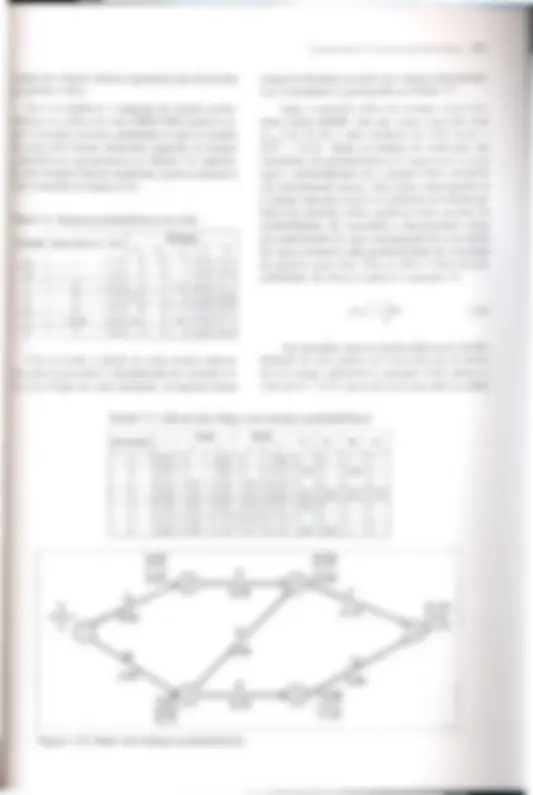
dosclientes externos (mercado). Uma vez que o PCp, através da aplicação de um dosmodelos de controle de estoques, tenha em mãos umconjunto de ordens de fabricação a serem pro- duzidasno período, ele deve decidir pelo sequencia- mentodessas ordens em cima de duas questões cen- trais,conforme esquematizado na Figura 7.13:
1. a escolha da ordem a ser processada den-
tre uma lista de ordens de fabricação pla-
nejadas e;
2. a escolha do recurso a ser usado dentre
uma lista de recursos disponíveis no cen-
tro de trabalho.
A primeira decisão, quanto à escolha da ordem aserprocessada dentre um grupo de ordens planeja- das,consiste em aplicar um conjunto de regras, nor- malmentebaseadas nas características do item ou lotea ser produzido, como, por exemplo, tempo da operação-padrão, cobertura do estoque, importância docliente, etc. no sentido de se escolher a ordem de fabricaçãoprioritária dentro do grupo. Já a segunda decisãodiz respeito à escolha do recurso a ser uti-
Decisão 1
OFn
{
Regras para
}
escolha da ordem
OF
Escolhida
Grupode OFs Planejadas
Sequenciamento da programação da produção 113
lizado dentre um grupo de recursos disponíveis no centro de trabalho para executar a ordem escolhida. Nessa segunda decisão, o foco das regras de sequen- ciamento é o recurso, como, por exemplo, tempo de setup, taxa de produção, capacidade disponível etc. Conforme os objetivos que se pretendam atingir (velocidade de entrega, redução dos estoques, aten- dimento ao cliente etc.), regras de decisões diferen- tes podem ser utilizadas em períodos diferentes. Por exemplo, no início do mês, o PCP pode estar sequen- ciando suas ordens de fabricação buscando a redução de estoques e a maior eficiência nas taxas de produ- ção dos recursos, contudo, na medida em que o final do mês vai chegando, ele pode mudar as regras para priorizar ordens que gerem faturamento, e carregar recursos que não sejam tão eficientes, mas que este- jam disponíveis para terminar rapidamente o lote e gerar fluxo de caixa.
7.3.1 Sequenciamento e formação dos lead times
Para se entender a importância da função de se- quenciamento nesse tipo de sistema produtivo, deve-
se entender primeiro como são formados os lead times
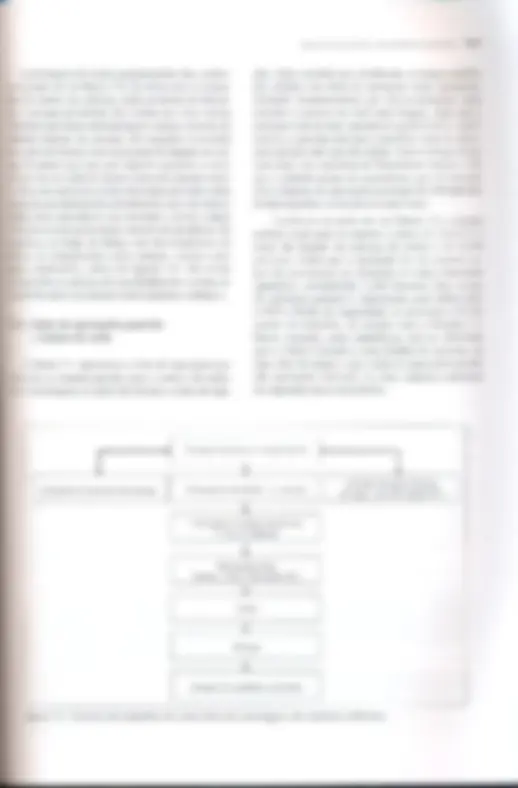
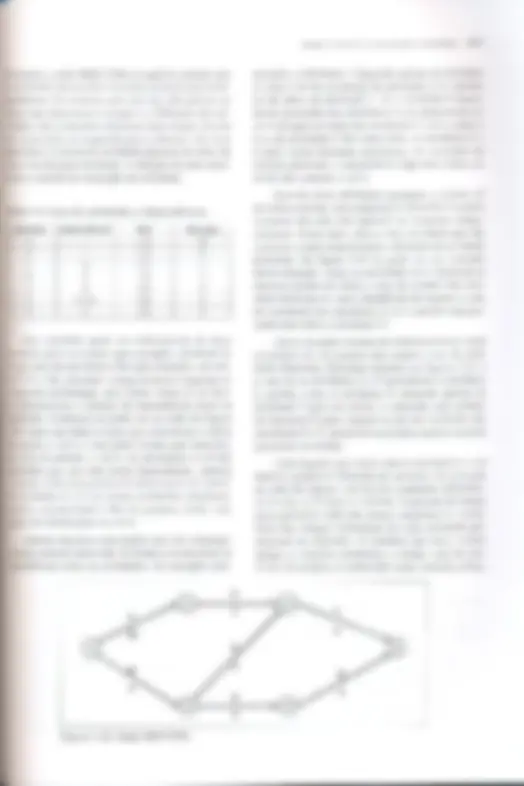
da cadeia de valor desse sistema. Conforme ilustrado na Figura 7.14, enquanto nos processos contínuos e nas linhas de montagem os itens fluem rapidamente, nos processos em lotes os lead times são formados por uma sequência, para cada centro de trabalho por onde passe o lote, de quatro tempos distintos:
- tempo de espera: é o tempo consumido pe- los lotes para aguardarem sua vez para se- rem processados no centro de trabalho;
Decisão 2
{
Regras para
}
escolha do recurso
OF
Programada
Grupo de Recursos do CT
Figura7.13 Decisões do sequenciamento na produção em lotes.
114 Planejamento e Controle da Produção. Tubino
2. tempo de processamento: é o tempo gasto
com a transformação do item, sendo o úni-
co que realmente agrega valor ao cliente;
3. tempo de inspeção: é o tempo despendido
para verificar se o item produzido está de
acordo com as especificações exigidas, po-
dendo ser realizado em sistemas conven-
cionais apenas uma vez ao final;
4. tempo de transporte: é o tempo emprega-
do para movimentar o item, segundo seu
roteiro de fabricação, até o próximo centro
de trabalho.
A função de sequenciamento é crítica para o de- sempenho do sistema produtivo em lotes, pois, via de regra, a maior parcela do lead time de um produ- to fabricado em lotes compreende o tempo em que o lote desse produto espera para ser trabalhado em um recurso, sendo que, caso essa função não seja ade- quadamente estruturada, esse tempo pode chegar fa- cilmente a 80% do tempo total.
O tempo de espera existe e é grande em proces- sos repetitivos em lotes, sendo considerado o maior gerador de desperdícios na Manufatura Enxuta, em função de três fatores básicos:
1. Esperas para se executar uma programa-
ção da produção, liberando-a para a fabri-
cação. Essa função é tão mais demorada
quanto maior for a complexidade e o ci-
clo de programação. Em sistemas conven-
cionais de programação empurrada, esses
tempos são normalmente baseados em soft- wares de ciclos semanais, ou seja, mesmo que o cliente faça uma solicitação duran- te a semana, ela só será incluída na pro- gramação da semana seguinte. Já em sis- temas de programação puxada, conforme será explicada no próximo capítulo, ela é imediata ao consumo pelo cliente (intemo ou externo).
- Esperas na fila de entrada do recurso esco- lhido. Quanto maiores forem as filas de es- pera na frente dos recursos maiores serão esses tempos. Essas filas são formadas ge- ralmente em função de três situações po- tencializadas em sistemas convencionais: a. desbalanceamento entre a carga exigida pela programação e capacidade dispo- nível do recurso, principalmente quan- do não se trabalha com sistemas de pro- gramação e sequenciamento (APS) de capacidade finita, gerando gargalos e grandes filas na frente deles. b. altos tempos de setup e de processa- mento dos lotes com prioridades supe- riores na fila. Para minimizar o proble- ma, deve-se aplicar a TRF e reduzir os tamanhos dos lotes, já discutido no Ca- pítulo 5, que passarão a andar mais rá- pido na fila de espera, reduzindo-a; c. problemas de qualidade (no cumprimen- to das rotinas de operações-padrão, nas matérias-primas processadas, na manu-
Lead Time da Cadeia de ya.lor (n proc~ssos) (^).
>~pnlln Irnl
. Cada processo ou Centro de trabalho^. Processamento
Nas filas de entrada dos CT
Para conclusão do lote
Inspeção (^) Transporte
. Pode chegar a 80% do LTda cadeia de valor
. Temrelação direta com
o sequenciamento
Figura 7.14 O sequenciamento e a formação dos lead times produtivos.
I 116 Planejamento e Controle da Produção' Tubino
De forma geral, sejam puxadas ou empurradas,
as ordens de fabricação no sistema de produção em lotes necessitam ser sequenciadas em cima de regras que permitam a escolha da ordem e a escolha do re- curso onde essa ordem será executada. Os sistemas puxados possuem regras próprias que serão discuti- das no próximo capítulo; já para os sistemas de pro- gramação empurrados, serão apresentadas na conti- nuação deste capítulo as principais regras utilizadas e, em seguida, o chamado sistema de programação avançada (APS) em que se dará o sequenciamento das ordens, segundo essas regras.
7.3.2 Regras de sequenciamento As regras de sequenciamento, conforme visto na Figura 7.13, são heurísticas usadas para selecionar, a partir de informações sobre características dos itens ou lotes e/ou sobre o estado do sistema produtivo, qual dos lotes esperando na fila de um grupo de re- cursos terá prioridade de processamento, bem como qual recurso deste grupo será carregado com essa or- dem. Geralmente, as informações mais importantes estão relacionadas com o tempo de processamento (custos) e com a data de entrega (atendimento ao cliente), que podem ser estabelecidos tendo por base as informações dos produtos finais para os quais se destinam ou dos lotes programados individualmente. Soluções otimizadas para o problema de sequen- ciamento, empregando técnicas de Pesquisa Opera- donal (programação linear, inteira, grafos etc.), são viáveis matematicamente e podem ser desenvolvidas para soluções particulares. Contudo, a natureza com- binatória do problema, que cresce a cada vez que no- vos produtos e roteiros são lançados, faz com que na prática seja difícil conciliar a variabilidade, não só dos dados de produção, como também do próprio siste- ma produtivo, com a dinâmica de atualização dos pa- râmetros do algoritmo otimizador. Por esta razão, as empresas nesse segmento de mercado em lotes prefe- rem trabalhar com regras simplificadas que, se não ga- rantem o atendimento da solução ótima no momento, procuram chegar a uma solução boa e rápida frente a constante mudança da dinâmica de produção. As regras de seqüenciamento podem ser classifi- cadas segundo várias óticas. Uma consiste em dividi- Ias em regras estáticas e regras dinâmicas. As regras estáticas são aquelas que não alteram as prioridades quando ocorrem mudanças no sistema produtivo, en- quanto as regras dinâmicas acompanham estas mu- danças, alterando as prioridades. Outra classificação seria a de regras locais versus regras globais. As re. gras locais consideram apenas a situação da fila de trabalho de um recurso, ao passo que as regras glo. bais consideram as informações dos outros recursos, principalmente do antecessor e do sucessor, na defi. nição das prioridades. Outra classificação associada à complexidade das regras consiste em separá-Ias em regras de prio- ridades simples, combinação de regras de prioridades simples, regras com índices ponderados e regras heu. rísticas sofisticadas. As regras de prioridades simples baseiam-se em uma característica específica do traba. lho a ser executado, como a data de entrega, tempo de folga restante, tempo de processamento restante etc. A combinação de regras de prioridades simples, como o próprio nome está dizendo, consiste em apli. car diferentes regras de prioridades simples confonne o conjunto de lotes que se pretende sequenciar em um
dado momento. Por exemplo, pode-se aplicar a regra
de menor tempo de processamento no recurso, exce. to para as ordens que não possuam folga ou estejam atrasadas, as quais terão prioridade sobre as outras. As regras com índices ponderados adotam pesos para diferentes regras simples, formando um índice composto que define as prioridades. Já as regras heu. rísticas mais sofisticadas determinam as prioridades incorporando informações não associadas ao traba. lho específico, como a possibilidade de carregar ante. cipadamente o recurso, o emprego de rotas alternati. vas, a existência de gargalos no sistema etc. Pesquisas acadêmicas em sequenciamento têm obtido bons re. sultados com o emprego de heurísticas complexas que procuram simular as decisões dos especialistas compondo técnicas de inteligência artificial, algorit.
mos genéticos e simulação. Alguns softwares (APS)
comerciais exploram esse caminho. De forma geral, as regras de sequenciamento mais empregadas na prática estão apresentadas na Tabela 7.3. Cada uma delas tem sua aplicabilidade restrita à determinada situação de fábrica, pois não existem regras de sequenciamento que sejam efi. cientes em todas as situações, contudo, elas serão tão eficientes quanto for o planejamento-mestre da produção e a utilização equilibrada dos recursos pro. dutivos, via análise da capacidade de produção de médio prazo (RCCP). Sem a visão e o planejamen. to de médio prazo da capacidade de produção, não será uma regra de decisão que resolverá o problema de atendimento aos clientes. Além do mais, estudos comprovam que a eficiência de uma regra depende. rá da variedade dos lotes, do tamanhos destes lotese
...L
daparticipação relativa de cada tipo de peça, o que fazcom que uma boa regra numa situação não seja necessariamente boa em outra.
Tabela7.3 Regras de sequenciamento em proces-
sos em lotes.
A regra PEPS é a mais simples delas, sendo em- pregadanormalmente em sistemas de serviços onde oclienteesteja presente e percebe a sua posição em relaçãoà fila de espera. Esta regra faz com que lo- tescom tempos longos retardem toda a sequência deprodução, gerando tempo ocioso nos processos à frente,fazendo com que o tempo de espera médio doslotes seja elevado. A regra MTP obtém um lead time médio baixo, reduzindo os estoques em proces- so,agilizando o carregamento das máquinas à fren- tee melhorando o nível de atendimento ao cliente.
Comoponto negativo, a regra MTP faz com que or- denscom tempos longos de processamento sejam semprepreteridas, principalmente se for grande a di- nâmicade chegada de novas ordens com tempos me- nores.Uma solução para este caso seria associar uma
regracomplementar que possibilitasse a uma ordem
quefosse preterida determinado número de vezes, ouapósdeterminado tempo de espera, avançar para otopoda lista.
A regra MDE, como prioriza as datas de entre- gados lotes, faz com que os atrasos se reduzam, o queé conveniente em processos que trabalham sob encomenda.Porém, como não leva em consideração
Sequenciamento da programação da produção 117
o tempo de processamento, pode fazer com que lo-
tes com potencial de conclusão rápido fiquemaguar-
dando. Nos processos repetitivos em lotes, onde se
trabalha com estoques, as vantagens em priorizar
apenas as datas de entrega não são muito claras.Da
mesma forma, a regra IPI, baseada em atribuir um
índice de prioridade a cada ordem, apresenta a mes-
ma característica da MDE, sendo convenienteem-
pregá-Ia apenas como critério de desempate para
outra regra que leve em consideração a situaçãoou
custos do sistema produtivo.
As demais regras (lCR, IFO, IFA)baseadas em
cálculo de índices são normalmente empregadas em
sistemas informatizados de sequenciamento (APS),
dentro de ERPcorporativos, que se encarregam de ge-
rar prioridades para as ordens calculadas pelo módu-
10MRP.As regras ICRe IFOestão baseadas no concei-
to de folga entre a data de entrega do lote e o tempo
de processamento, sendo que a regra IFO considera
não só a operação imediata, como também todas as
demais a frente. Estas duas regras privilegiamo aten-
dimento ao cliente. Por outro lado, a regra IFA,que
relaciona os estoques atuais com a demanda, busca
evitar que os estoques se esgotem, causando prejuízo
ao fluxo produtivo, e é mais empregada para os itens
intermediários que compõem os produtos acabados.
No que se refere às regras de sequenciamento
em processos repetitivos em lotes, um conceito im-
portante é o de gargalo. Gargalo é um ponto do sis-
tema produtivo que limita sua atuação, sendo que
todos os sistemas produtivos têm limitações (inter-
nas ou externas). De forma geral, se o sistema pro-
dutivo tem capacidade de produção imediata para
atender à demanda, o gargalo está no mercado. Por
outro lado, se a demanda não está sendo atendida
de forma imediata, as limitações são internas (má-
quinas, homens, espaço, transporte etc.). Grande
parte da existência dos estoques decorre da necessi-
dade de antecipar a demanda em função de gargalos
produtivos que não permitirão atender à demanda
de forma imediata no futuro.
A chamada teoria das restrições, difundida por
Goldratt e Fox a partir do final da década de 70, foi
pioneira em explorar o conceito de gargalo, aplican-
do-o em regras de sequenciamento dentro de um sof
tware comercialmente conhecido como OPT (Optimi-
zed Production Technology), na época uma alternativa
para o sequenciamento convencional, então de capa-
cidade infinita, baseado na lógica de planejamentoe
programação da produção via MRP.Esse conjuntode
regras usado para direcionar as questões relativasao
Sigla (^) Especificação Definição PEPSPrimeira que Os lotes serão processados de acordo entra primeira (^) com sua chegada no recurso. que sai MTP Menor (^) Os lotes serão processados de tempo de (^) acordo com os menores tempos de processamento (^) processamento no recurso. MDE (^) Menor data de (^) Os lotes serão processados de acordo entrega (^) com as menores datas de entrega. IPI (^) índice de (^) Os lotes serão processados de acordo prioridade (^) com o valor da prioridade atribuída ao cliente ou ao produto. ICR índice crítico (^) Os lotes serão processados de acordo com o menor valor de: (data de entrega - data atual) Tempo de processamento IFO (^) índice de folga Os lotes serão processados de acordo com o menor valor de: data de entrega - tempo de processamento restante número de operações restantes IFA (^) índice de falta (^) Os lotes serão processados de acordo com o menor valor de: quantidade em estoque / taxa de demanda
regrassão normalmente implementadas para gerar a
sequênciade ordens de produção, conhecidos atual- mentecomo sistemas APS (Advanced Planning and Scheduling), chamado aqui de sistema de programa- çãoavançada, por serem softwares que normalmente serãooperados pelo pessoal de programação dos pró- priossetores responsáveis pela produção das ordens, identificadoscomo PCP setoriais.
Apesar de os sistemas APS poderem ser utiliza- dosde forma independente de um ERP corporativo, vistoque muitos deles possuem a opção de se cadas- trara entrada de pedidos dos clientes para serem uti- lizadosem ambientes de produção sob encomenda, na maioria das vezes, em processos repetitivos em lotes,os APS estarão ligados ao sistema de planeja- mentodas necessidades de materiais (MRP), que se encarregade obter a lista dos itens, com as respecti- vasquantidades, que entraram no momento de ação enecessitam ser sequenciados, emitidos e liberados. Deposse dessa lista, o APS gera a sequência de pro- duçãopara o setor aplicando regras pré-formatadas. Uma das características desses sistemas APS é trabalharem cima de um calendário real de disponi- bilidadede produção nos recursos, sequenciando or- dempor ordem, segundo suas regras, até o limite de tempodisponível no recurso, sendo por isso chama- dode sistema de programação de capacidade finita.
Parapermitira visualização do que foi sequenciado,
essessistemas utilizam normalmente um calendário
deformagráfica, chamada de gráfico de Gantt, como
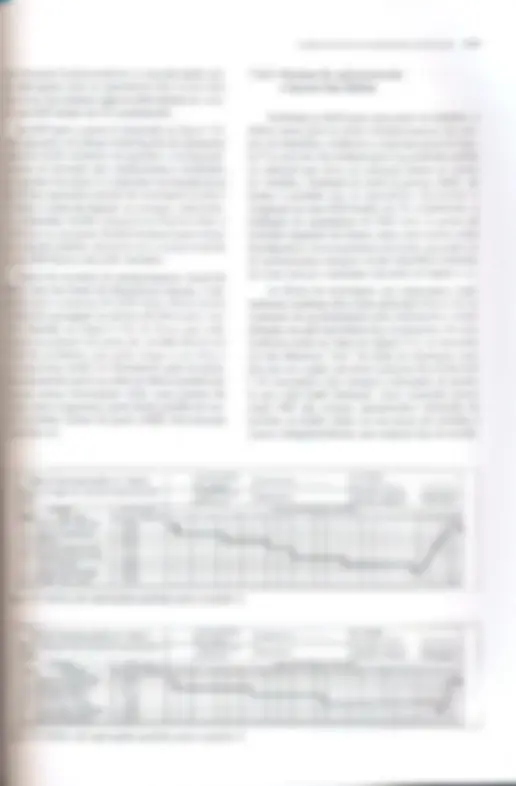
Sequenciamento da programação da produção 119
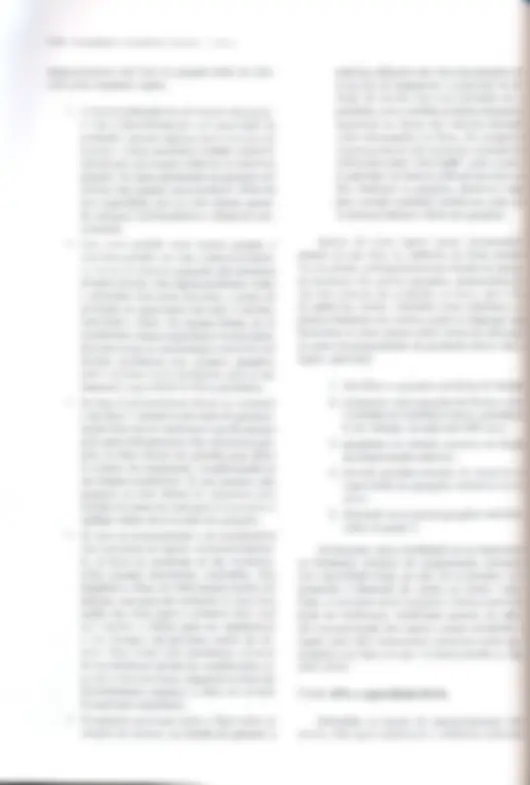
ferramenta de auxílio à programação. Em alguns sof- twares mais sofisticados, a partir desses gráficos de Gantt podem-se arrastar os ícones das ordens progra- madas nos recursos para se gerar automaticamente uma nova solução de sequenciamento. Como forma de ilustrar esses conceitos, desen- volveu-sedentro do Jogo LSSP_PCP2 um sistemade programação avançada (APS) para o sequenciamen- to das ordens de malharia (OM), de fixação (OF) e de acabamento (OA) oriundas das liberações de ordens geradas pelo MRP para o período a ser simulado. A Figura 7.16 apresenta a tela do APS para as ordens de acabamento. Conforme se pode ver nessa tela, existe uma listagem de quantos lotes padrões de 120 quilos deve-se sequenciar para atender às liberações plane- jadas do MRP nesse período e, ao lado, uma listagem de quantas ordens de 120 quilos já foram sequencia- das. Nesse exemplo, o planejamento das necessida- des de materiais solicita o sequenciamento e emissão no período de cinco ordens de acabamento da MAl, sendo que uma delas já foi sequenciada. Na parte inferior da tela da Figura 7.16 estão de- talhadas as duas ordens já sequenciadas, uma da MAl (OA1) e outra da MA2 (OA2), ambas para o JETl. Se- gundo a taxa de produção fornecida pela Engenharia, um lote de 120 quilos da malha Colmeia consome 3,00 horas para tingimento nos Jets e 0,36 horas para acabamentona Rama.Por sua vez, o setup nos Jets
pode ser de 0,50 horas para carga e descarga ou de
2,00 horas quando ocorrer troca de cores exigindoa
Figura 7.16 APSpara sequenciamento das OA do Jogo LSSP]CP2.
MalhaAcabada (^) Uberação MRP Programado
Carga Jet. I I Lote:120Kg Kg^ Lote.^ Kg^ Lote.^ fmilirOA
Colmeia Brance (MA_1) rsoo 15 íT2õ í Colmeia Azul (MA_2) R R
Cerga gama I I ColmeiaVerde (MA_3) 360 3 O O Edar DA
PiquetBranca (MA_4) f3ãJí3 roro Histórico QA I I Piquet AzulPiquei Verde (MA_5)(MA_6)^ rsoo15f24õ roro roro^ o.eletar DA
MaximBranca (MA])f24õ ro ro
Maxim Azul (^) (MA_e)f24õ ro ro
Maxim Verde (MA_9)f3ãJ í3 ro ro
120 Planejamento e Controle da Produção. Tubino
limpeza do mesmo. Na Rama, o setup será sempre de 0,10 horas para carga e descarga. Por ser um sistema APSde capacidade finita, o sistema utiliza o calendá- rio semanal de disponibilidade dos recursos, conside- rando que a tinturaria (Jets) trabalha em dois turnos de segunda a sábado, das 5,00 horas até as 19,00 ho- ras, e a Rama trabalha em um turno de segunda a sá- bado, das 5,00 horas até as 12,00 horas. A OAl, por ser a primeira da semana (o JETl já ficou limpo no final da programação da semana passada), tem um setup de 0,50 horas para seu car- regamento, ocupando o JETl das 5,50 horas às 8, horas de segunda feira. Liberado o JETl às 8,50 ho- ras de segunda pela OAl, ele sofre um setup de 2, horas pela mudança da cor branca da OAl para azul da OA2, e fica carregado das 10,50 horas às 13, horas de segunda-feira com o tingimento da OA2. Ao se olhar para o carregamento da Rama com essas duas ordens de acabamento, se tem uma visão clara de como funciona o conceito de capacidade finita. A OAl deu entrada na Rama, após o setup de 0, horas, às 8,60 horas de segunda-feira e ficou pronta às 8,96 horas do mesmo dia, liberando a Rama. Con- tudo, como a OA2 só foi liberada do JETl às 13, horas de segunda, portanto fora do horário de traba- lho da Rama, ela só pôde ser carregada na manhã de terça-feira, às 5,10 horas. Esse é apenas um exemplo, com uma solução ruim que precisa ser corrigida, para ilustrar o con- ceito de capacidade finita. Para permitir uma dinâ- mica de sequenciamento, o APS do Jogo LSSP_PCP permite através de rotinas (botões) emitir, editar
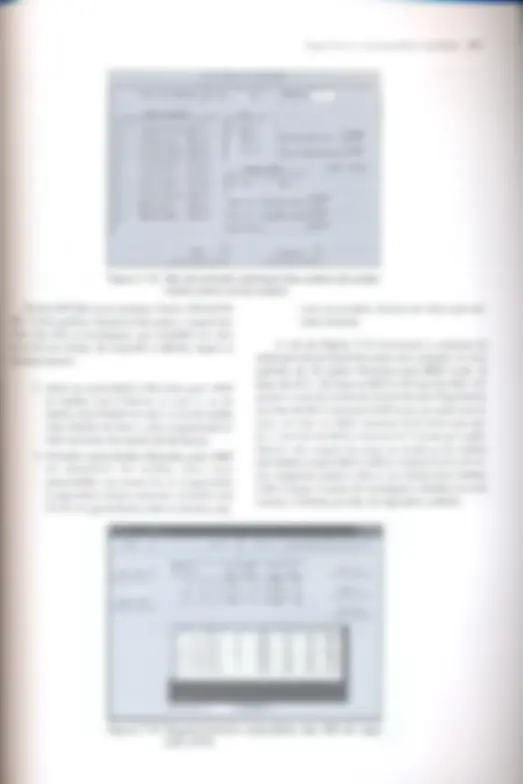
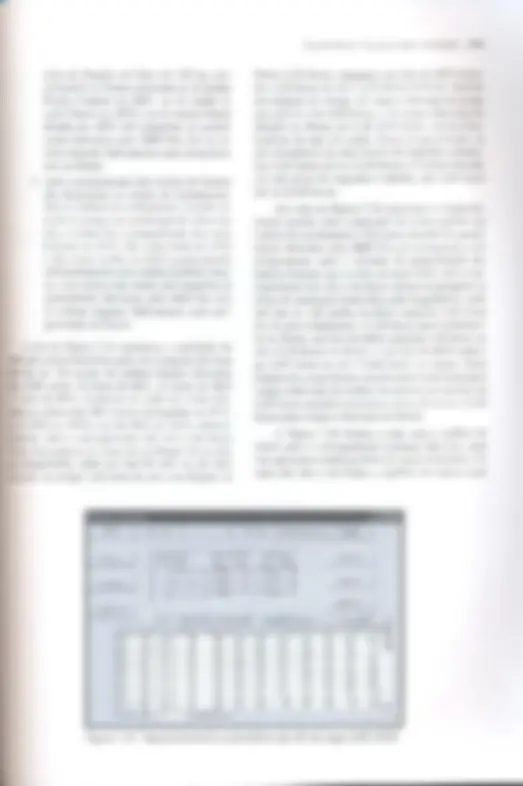
ou deletar ordens de acabamento individualmente, ou então, acionar uma rotina de sequenciamento automática (APS AUTO OF/OA) que irá sequenciar, segundo algumas regras preestabelecidas, todas as OA e OF liberadas pelo MRP. Como as OA e as OF concorrem pelos mesmos recursos (Jets e Rama), elas são sequenciadas em simultâneo na rotina au- tomática. A Figura 7.17 apresenta a tela que aparece quan- do se opta por emitir individualmente uma OA que será incluída no final da lista de ordens já emitidas. Conforme se pode ver nessa tela, deve-se escolher uma das nove malhas acabadas (decisão 1) para ser programada em um dos três Jets (decisão 2) disponí- veis. Como a empresa só possui uma Rama, indepen- dentemente das escolhas feitas, ela é sempre carre- gada na programação em sequência ao Jet escolhido. Caso se queira emitir a ordem de acabamento entre outras duas ordens (OA ou OF) já emitidas, se deve passar para a tela da Figura 7.18 e indicar o número da OF ou OA antes da qual a ordem deve entrar. De forma similar, as telas de APS do Jogo LSSP PCP2_ permitem que se edite uma ordem específicajá emitida ou se apague uma ordem, ou um conjunto de ordens, já emitida, no sentido de organizar segundo regras próprias do programador o sequenciamento de ordens para o período. Como o objetivo dos jogos desenvolvidos é o de explorar de forma dinâmica as funções do PCp,foram programadas duas heurísticas, uma para as OM e outra para as OA e OF,com focona reduçãodos setups e na capacidadefinitadosrecur- sos, para fazer a função de um APS automático.
Malha Acabada
Emitir Ordem de Acabamento
Jet P' Colmeia Branca (MA. 1) r Colmeia Azul (MA._2) r Colmeia Verde (MA._3) r PiquetBranca (MA_4) r PiquetAzul (MA 5) r PiquetVerde (MA 6) r MaximBranca (MA 7) r MaximAzul (MA_a) r MaximVerde (MA_9)
P' JET_ i JET_
r JET_
Número da OA m
Total de Horas Jet ~
TotaldeHorasRama ~ Setup Côr/Jet Lotes: 120 Kg
I P' Sim r Não Setup Jet: Troca de Cores f2.õO Setup Jet: Carga/Descarga fõ.5O Setup Rama ~
Inserir Entre I^ ,Çancelar
Figura 7.17 Tela de emissão individual das ordens de acabamento.