



UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ
CAMPUS PATO BRANCO
CURSO DE TECNOLOGIA EM MANUTENÇÃO INDUSTRIAL
ALEX ANTONIO SZYMON
FÁBIO PIETA
BANCADA DIDÁTICA DE ALINHAMENTO DE MÁQUINAS
ROTATIVAS
PATO BRANCO
2011















































Estude fácil! Tem muito documento disponível na Docsity

Ganhe pontos ajudando outros esrudantes ou compre um plano Premium

Prepare-se para as provas
Estude fácil! Tem muito documento disponível na Docsity
Prepare-se para as provas com trabalhos de outros alunos como você, aqui na Docsity
Encontra documentos específicos para os exames da tua universidade
Prepare-se com as videoaulas e exercícios resolvidos criados a partir da grade da sua Universidade
Responda perguntas de provas passadas e avalie sua preparação.
Ganhe pontos para baixar
Ganhe pontos ajudando outros esrudantes ou compre um plano Premium
alinhamentos
Tipologia: Notas de estudo
1 / 55

Esta página não é visível na pré-visualização
Não perca as partes importantes!
Monografia apresentada como requisito parcial para obtenção do Título de Tecnólogo em Manutenção Industrial, do Curso de Tecnologia em Manutenção Industrial, da Universidade Tecnológica Federal do Paraná Campus Pato Branco. Orientador: Prof. Dr.Eng. Gilson Adamczuk Oliveira
iii
Dedicamos este trabalho, em especial aos nossos familiares e a todos os que de uma maneira ou outra contribuíram para mais esta conquista em nossas vidas.
iv
A Deus, pelo dom da vida. Aos nossos pais, pela oportunidade de existir. Aos familiares e amigos pela confiança e dedicação. Ao Professor Orientador Gilson Adamczuk Oliveira pelo apoio a este trabalho. A todos os professores que de alguma forma nos auxiliaram no árduo processo de aprendizagem. Aos colegas de curso, pelo companheirismo.
LISTA DE TABELAS ................................................................................................. vii
vii
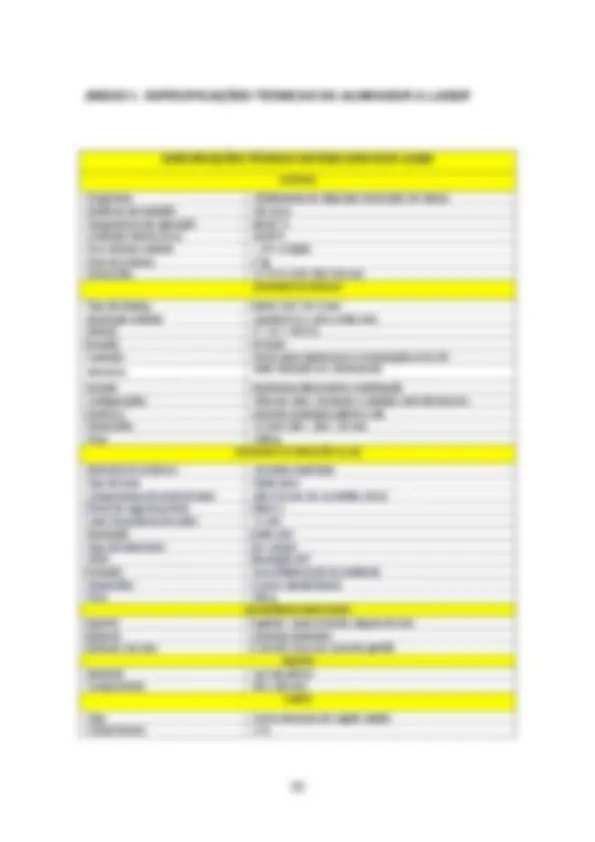
Tabela 1 - Despesas com a compra de material ....................................................... 23 Tabela 2 - Tolerâncias fixadas do alinhador a laser .................................................. 30 Tabela 3 - Valores definidos para a análise das condições criadas .......................... 37 Tabela 4 - Tolerâncias para alinhamento de eixos .................................................... 37
ix
Figura 38 - Ponto 3 vertical desalinhado DC (DP = 0,1 - 0,5 / DA = 0,08 - 0,1/100mm) ............................................................................................................... 41 Figura 39 - Ponto 3 axial alinhado (DP < 0,035 mm e DA < 0,035/100 mm) ............. 42 Figura 40 - Ponto 3 axial desalinhado DP/alinhado DA (DP=0,1–0,15mm /DA < 0,035/100 mm) ....................................................................................... 42 Figura 41 - Ponto 3 axial alinhado DP/desalinhado DA (DP<0,035mm / DA=0,08 - 0,1/100mm) ............................................................................................ 43 Figura 42 - Ponto 3 axial desalinhado DC (DP = 0,1 - 0,5 / DA = 0,08 - 0,1/100mm) Figura 43 - Multiespectro das medidas horizontais no ponto 3 ................................. 44 Figura 44 - Multiespectro das medidas verticais no ponto 3 ..................................... 44 Figura 45 - Multiespectros das medidas axiais no ponto 3 ........................................ 45
x
O trabalho em questão tem por objetivo desenvolver uma bancada didática para alinhamento de dois semi-eixos de máquina rotativa. Esta bancada possui regulagens móveis fixadas ao componente acionador, permitindo a movimentação no sentido horizontal, possibilitando dessa forma simular desalinhamento paralelo e angular. Para validar o experimento, com o uso de um alinhador a laser foram executados ensaios práticos de alinhamento e desalinhamento e análise espectral de freqüência das vibrações resultantes desses ensaios. Posteriormente os resultados dos ensaios práticos foram confrontados com os dados da literatura técnica, confirmando a eficiência da bancada. Este projeto tem o intuito de proporcionar ao acadêmico, um maior preparo para o campo de trabalho e um melhor aprendizado técnico na solução de desalinhamento de semi-eixos, que é um dos maiores problemas em máquinas rotativas.
Palavras chave: bancada didática, máquinas rotativas, alinhador a laser , desalinhamento, análise de vibrações.
2.1 Desalinhamento
Em termos bastante simples, o desalinhamento de eixos ocorre quando as linhas de centro dos eixos de rotação de duas máquinas não estão em linha um com o outro. Tal desconformidade propicia quebras mais frequentes de máquinas, ou seja, resulta em redução no tempo médio entre falhas. A seguir, serão apresentados os tipos de desalinhamentos que ocorrem em máquinas rotativas acopladas, os efeitos resultantes na vida dos componentes e no rendimento dos equipamentos.
2.1.1 Tipos de Desalinhamentos
Os desalinhamentos ocasionados em máquinas rotativas acopladas podem ser de dois tipos: desalinhamento paralelo ou angular. O desalinhamento paralelo ocorre quando as linhas de centro de dois eixos são paralelos mas não se encontram no ponto de transferência de carga. Esse tipo de desalinhamento é ilustrado na Figura 1. Já, o desalinhamento angular ocorre quando a linha de centro de dois eixos se cruzam no ponto de transferência de carga, mas não são paralelos entre si, conforme ilustra a Figura 2. Geralmente a condição real de desalinhamento que ocorre entre máquinas rotativas, é uma combinação de ambos os tipos de desalinhamentos, o qual é designado por desalinhamento misto ou combinado, o qual está ilustrado na Figura 3 (HINES, et al , 1998).
Figura 1 – Desalinhamento paralelo Fonte: CEFETES, 2006
Figura 4 – Forças de reação nos mancais Fonte: PACHOLOK, 2004
O resultado da alta carga aplicada nos mancais é o aumento de consumo de energia pelo componente acionador (HINES et al, 1998; PRÜFTECHNIK, 2010; PACHOLOK, 2004; PIOTROWSKY, 2010). As Figuras 5 e 6 ilustram a energia consumida pelo componente acionador utilizando um acoplamento de elastômero.
Figura 5 – Consumo de energia para acoplamento de elastômero Fonte: PACHOLOK, 2004
Figura 6 – Consumo de energia para acoplamento de elastômero Fonte: PACHOLOK, 2004
Um elevado grau de temperatura de carcaça pode ser detectado nos mancais ou próximo a ele. Aumento de temperatura ocorre também no acoplamento (HINES et al, 1998; PRÜFTECHNIK, 2010; PACHOLOK, 2004; PIOTROWSKY, 2010). A Figura 7 mostra, por meio da termografia, o aumento de temperatura nos mancais e no acoplamento de uma máquina (lado esquerdo da figura), devido ao desalinhamento.
Figura 7 – Termografia mostrando o aumento da temperatura devido ao desalinhamento Fonte: PRÜFTECHNIK, 2010
Devido à vibração excessiva, vazamentos de óleo podem ocorrer nos retentores ou selos do mancal. Pode ocorrer afrouxamento nos parafusos de fundação. Os parafusos de acoplamentos podem afrouxar ou quebrar e os mancais danificar-se (HINES et al, 1998; PRÜFTECHNIK, 2010; PACHOLOK, 2004; PIOTROWSKY, 2010).
Para se detectar tais desalinhamentos é necessário dispor de dispositivos que operem nas consequências do fenômeno. A seguir serão apresentadas as principais técnicas utilizadas para a detecção de desalinhamento em máquinas rotativas.
2.2.1 Análise de Vibrações
A análise de vibrações é uma ferramenta que permite determinar as deficiências existentes em máquinas acopladas através da identificação da frequência de origem dos problemas e (ou) parte dos equipamentos associada. As máquinas são elementos mecânicos articulados e podem ser vistos como osciladores mecânicos, já que estas possuem peças e articulações que sofrem excitações provocando vibrações que se propagam pela estrutura mecânica do sistema. Como resultado, o equipamento apresenta uma vibração complexa composta por várias freqüências (MELQUESEDEQUE, 2008). A presença de folgas, trincas, desalinhamento de rolamentos e mancais entre outros, resulta na alteração ou aparecimento de novas frequências associadas aos problemas. Através de transdutores como os acelerômetros e sensores de deslocamento é possível medir e analisar as vibrações estabelecendo sua origem, identificando cada componente e o tipo de falha que a está gerando. Também é possível avaliar o estado mecânico do componente que a produz e a gravidade da deficiência detectada (MARÇAL; SUSIN, 2005).
2.2.2 Análise de Óleo
Esta técnica define através de análises físico-químicas, o tempo de vida útil do fluido assim como as contaminações presentes. Se integra à técnica de análise de vibração com intuito de gerar soluções mais precisas, monitorando os desgastes nos equipamentos. A Ferrografia Analítica (AN), é um dos procedimentos utilizados nesta técnica. Ela identifica o tipo de desgaste, desalinhamento, corrosão entre outros. através de diagnósticos laboratoriais, indicando o procedimento de manutenção a ser tomado (FRATO, 2011).
2.2.3 Termografia
Segundo Pacholok (2004), a termografia pode ser uma ferramenta auxiliar a análise de vibração para a detecção de desalinhamento de eixos, contudo, com limitações para tal. Observou-se, segundo ele, não ser possível estabelecer uma escala confiável entre a geração de calor no elemento flexível do acoplamento e a amplitude do desalinhamento. Pacholok (2004) também comenta a grande limitação para uso dessa técnica na indústria se aplica na questão de que o acoplamento recebe mais calor do motor elétrico do que da geração de calor devido ao desalinhamento dos eixos. Somente se consegue resultados satisfatórios com essa técnica, quando os valores do desalinhamento forem muito elevados comparados com as recomendações de tolerâncias estipuladas para o acoplamento.
2.3 Alinhadores de Eixos
Muitos fabricantes de acoplamentos alegam que seus acoplamentos podem absorver os esforços causados pelo desalinhamento. Isto pode ser verdade, mas os mancais não conseguem absorver esses esforços. A energia gerada pelo desalinhamento eventualmente destruirá os mancais independente do acoplamento que seja utilizado (ENGEFAZ, 2005). A seguir serão vistos os principais métodos disponíveis para a correção do desalinhamento de eixos.
2.3.1 Régua e Calibrador de Folga
É um método bem simples, fácil de aplicar, mas não muito confiável, devido à precisão variar muito conforme o técnico que o está aplicando.Esse tipo de método deve ser executado em equipamentos de baixa rotação, com acoplamentos de grandes diâmetros e que exijam urgência de manutenção. Para obter o alinhamento correto, toma-se as leituras em quatro posições defasadas de 90°, observando sempre os mes mos traços referenciais em ambas as metades do acoplamento. O alinhamento paralelo é conseguido, quando a régua se mantiver nivelada com as duas metades nas quatro posições (0º, 90º, 180º e 270º). O alinhamento angular é obtido, quando o medidor de folga mostrar a mesma espessura nas quatro posições – 0º, 90º,